从本质上讲,模压聚四氟乙烯衬套的制造是一种适用于聚合物的粉末冶金工艺。它涉及将原生或混合的 PTFE 粉末压缩成预成型件的形状,然后在高温下加热或“烧结”,将颗粒熔合(粘结)成坚固耐用的部件。
关键要点是,PTFE 不像普通塑料那样进行熔融加工。相反,它是在室温下通过高压压缩成型的,然后放入烤箱中烘烤,这一过程决定了其最终性能和设计可能性。
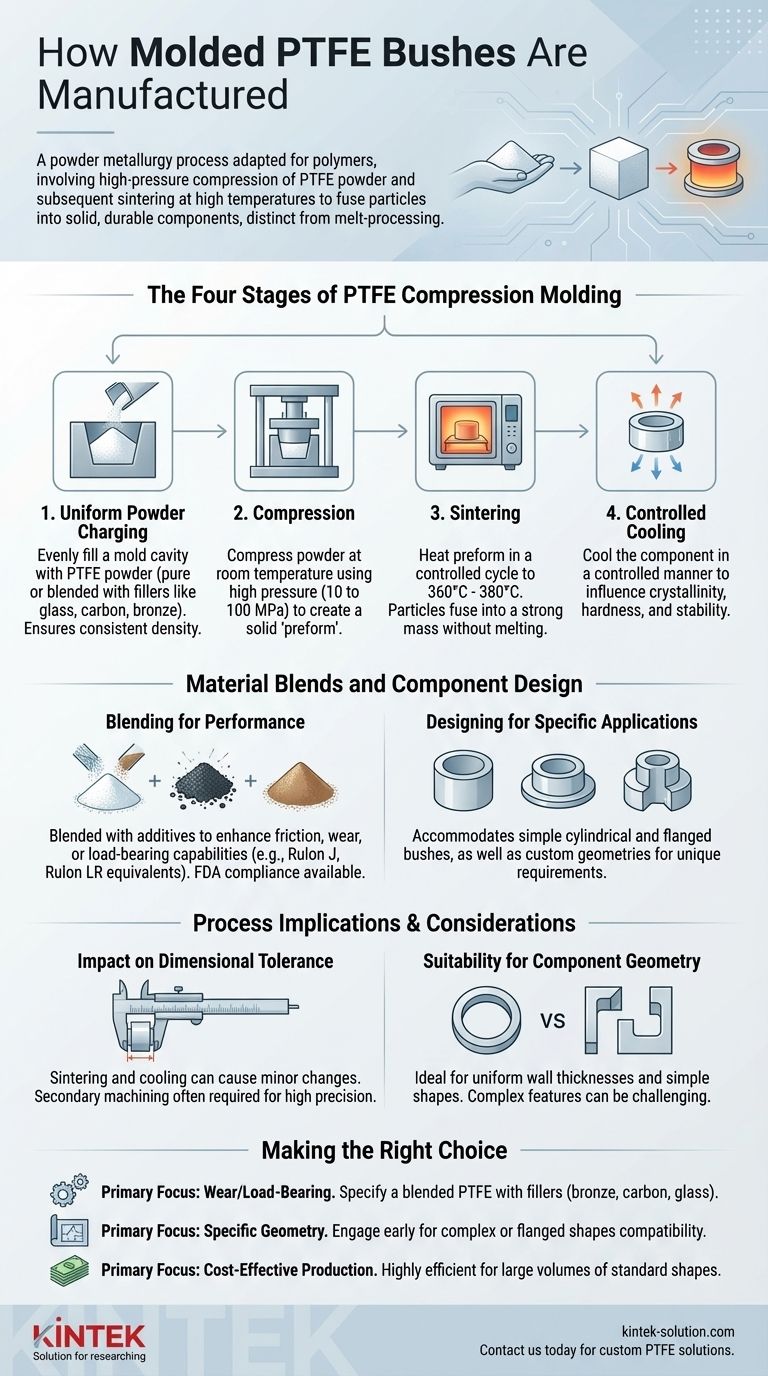
聚四氟乙烯压制成型的四个阶段
模压聚四氟乙烯衬套的制造是一个精确的多阶段过程。每个步骤对于确保最终部件满足所需的机械和尺寸规格都至关重要。
阶段 1:均匀的粉末装料
第一步是将 PTFE 粉末均匀地填充到模具型腔中。这种粉末可以是纯 PTFE,也可以是含有玻璃、碳或青铜等填料的混合物,以增强特定性能。
确保粉末分布均匀对于成品件的密度一致性和防止薄弱点至关重要。
阶段 2:压缩
接下来,粉末在室温下在模具内被压缩。这是通过高压完成的,通常范围在 10 至 100 MPa 之间。
这个压缩阶段将松散的粉末转变成一个易碎的固体块,称为“预成型件”,它具有最终衬套的基本形状。
阶段 3:烧结
将预成型件小心地从模具中取出,放入烧结炉中。它在精确控制的循环中加热到 360°C 至 380°C (680-716°F) 之间的温度。
在烧结过程中,各个 PTFE 颗粒融合在一起,形成一个坚固的实体,而材料本身并未熔化。正是这种分子键合赋予了最终部件强度和独特的性能。
阶段 4:受控冷却
烧结后,部件以受控的方式冷却。冷却速率至关重要,因为它会影响 PTFE 的结晶度,进而影响硬度、耐磨性和尺寸稳定性等性能。

材料混合与部件设计
压制成型工艺具有高度的适应性,允许对材料成分和最终部件几何形状进行显著定制。
为性能而混合
纯 PTFE 很少被使用。更常见的是,粉末与添加剂或填料混合,以增强特定特性。
例如,可以配制材料混合物以等同于特定的牌号,如 Rulon J 或 Rulon LR,以达到所需的摩擦、磨损或承载能力。添加剂还可以满足法规标准,例如 FDA 的标准。
针对特定应用的设计
虽然该工艺非常适合简单的形状,但它可以生产各种衬套设计。
常见形状包括简单的 圆柱形衬套 和 带法兰的衬套。该工艺还可以适应根据独特硬件或装配要求定制的 定制几何形状。
了解工艺影响
压制成型的特性对最终产品有直接影响,工程师和设计师必须予以考虑。
对尺寸公差的影响
由于部件不是从液体注塑成型的,因此直接从模具获得极紧密的公差可能具有挑战性。烧结和冷却可能会导致尺寸发生轻微但可预测的变化。
对于需要非常高精度的应用,通常会在烧结后的衬套上进行二次机加工。
对部件几何形状的适用性
压制成型非常适合生产壁厚相对均匀、几何形状较简单的部件,如环和圆柱体。
复杂的特征,如尖锐的内角或厚度的剧烈变化,可能会对粉末流动和密度产生挑战,从而影响最终部件的完整性。
为您的应用做出正确的选择
利用制造工艺来指导您的设计和材料选择。
- 如果您的主要关注点是耐磨性或承载能力: 请指定含有青铜、碳或玻璃等填料的混合 PTFE 材料。
- 如果您的主要关注点是特定几何形状: 请尽早与制造商合作,确保您的设计与压制成型工艺兼容,特别是对于带法兰或定制形状。
- 如果您的主要关注点是标准形状的经济高效生产: 该工艺非常适合大批量生产简单的圆柱形衬套。
了解聚四氟乙烯衬套的制造方式,可以帮助您指定出完全适合其预期功能的部件。
摘要表:
| 阶段 | 关键工艺 | 详细信息 |
|---|---|---|
| 1. 粉末装料 | 均匀填充模具 | 确保 PTFE 或填料混合物的密度一致。 |
| 2. 压缩 | 高压成型 | 在 10-100 MPa 压力下形成“预成型件”。 |
| 3. 烧结 | 高温熔合(粘结) | 加热至 360-380°C 以粘结颗粒而不熔化。 |
| 4. 冷却 | 受控速率冷却 | 决定最终结晶度和尺寸稳定性。 |
需要为您的应用定制 PTFE 衬套吗?
在 KINTEK,我们专注于为半导体、医疗、实验室和工业部门制造高性能 PTFE 组件,包括密封件、衬里和实验室用品。我们的精密压制成型工艺确保您的衬套在耐磨性、承载能力和复杂几何形状方面满足精确规格——从原型到大批量订单。
立即联系我们,讨论您的项目并获取可提供可靠性和性能的定制 PTFE 解决方案的报价。
图解指南
相关产品
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 适用于先进工业应用的定制聚四氟乙烯棒材
- 定制PTFE套管和空心棒,适用于高级应用
- 用于先进工业应用的定制石墨填充聚四氟乙烯棒材
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商



















