简而言之,加工工艺至关重要。 制造方法从根本上决定了 PTFE O 形圈的最终密度、晶体结构和内部应力。这直接决定了其在现实世界中的性能,包括其拉伸强度(可拉伸的程度)和压缩性能(密封效果和抵抗永久变形的能力)。
核心问题在于 PTFE 不像典型塑料那样进行熔融加工。相反,它是通过类似于粉末冶金的压缩和加热(烧结)过程形成的,这意味着最终 O 形圈的质量是该过程控制得有多好的直接体现。
从粉末到密封件:关键制造阶段
从原材料 PTFE 粉末到成品 O 形圈的历程是一个多步骤的过程。每个阶段都会在最终产品上烙印关键特性,任何一个阶段的差异都会改变性能。
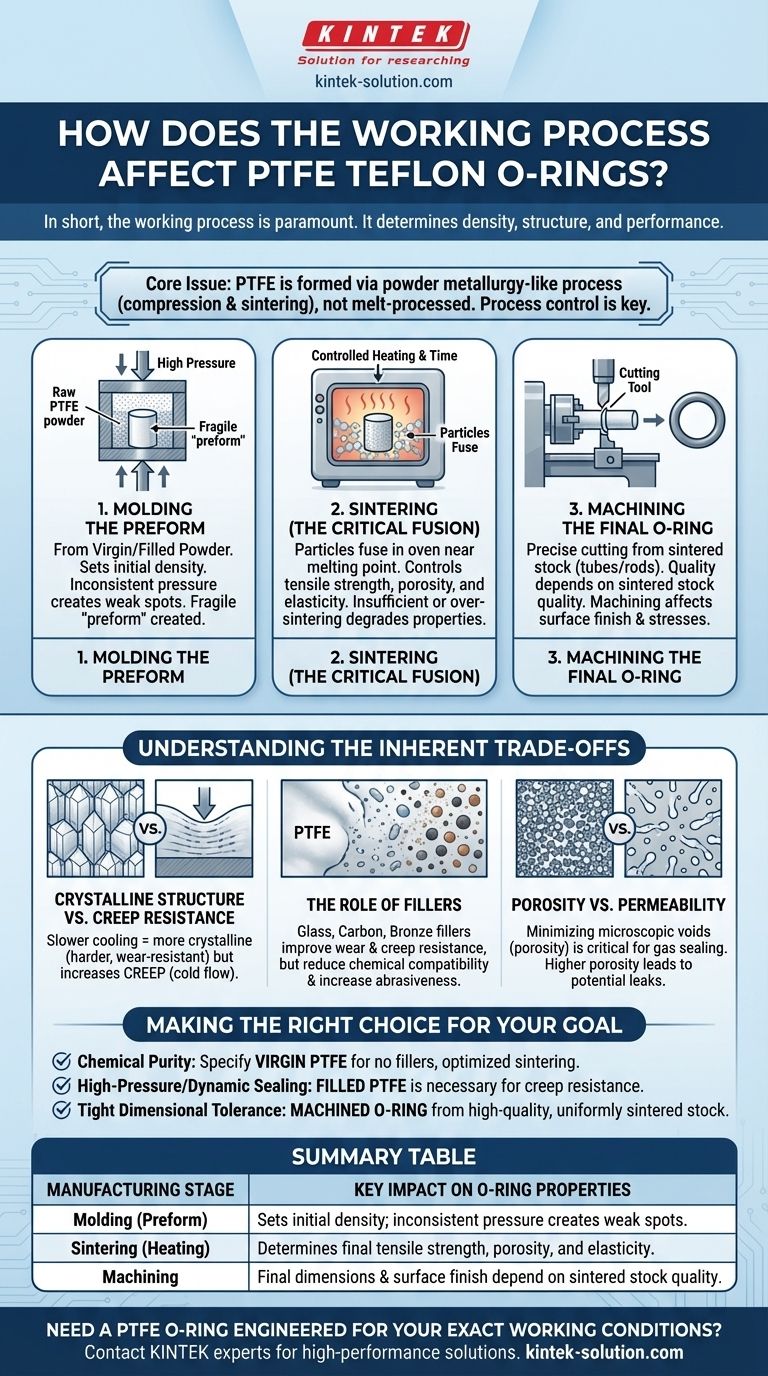
第 1 步:模压预成型件
该过程从原生或填充 PTFE 粉末开始。将这些粉末在高压下压入模具中,形成一个坚实但仍然易碎的形状,称为“预成型件”(通常是管状或棒状)。
此阶段使用的压力决定了部件的初始密度。压力不一致会导致部件不均匀,在最终加工后会出现薄弱点。
第 2 步:烧结(关键熔合)
然后,预成型件在一个经过精确控制的烤箱中加热,这个过程称为烧结。温度会升高到接近 PTFE 的熔点,但低于其熔点。
这是最关键的步骤。在烧结过程中,单个 PTFE 颗粒会融合在一起。此循环的时间和温度直接控制 O 形圈的最终拉伸强度、孔隙率和弹性。
烧结不足会导致 O 形圈变脆、多孔,从而过早失效。过度烧结会降解聚合物,也会损害其机械性能。
第 3 步:机加工成最终的 O 形圈
大多数 PTFE O 形圈并非直接模压成最终形状。相反,它们是从烧结的原材料(如管材和棒材)上精确机加工而成。
因此,机加工 O 形圈的质量完全取决于其切割的原材料的质量。即使是用劣质烧结材料完美机加工的 O 形圈,其性能仍然不佳。此外,机加工过程本身可能会引入影响密封能力的表面光洁度和应力。

理解固有的权衡
在加工过程中所做的选择会产生一系列关键的权衡,您在指定密封件时必须了解这些权衡。
晶体结构与抗蠕变性
PTFE 在烧结后冷却的速度决定了其结晶度。较慢的冷却速度会产生更具晶体结构的材料,从而提高硬度和耐磨性。
然而,较高的结晶度也会增加材料蠕变(冷流)的倾向。这是 PTFE 的主要弱点,即材料在恒定压力下缓慢变形,导致密封失效。
填料的作用
为了对抗蠕变和改善机械性能,通常会在模压前将填料与 PTFE 粉末混合。这是“加工过程”的关键部分。
添加玻璃、碳或青铜等填料可以显著提高耐磨性、减少蠕变并增加抗压强度。权衡的代价通常是化学相容性降低以及对配合硬件的磨损性增加。
孔隙率与渗透性
即使在烧结良好的部件中,熔合颗粒之间也可能存在微小的空隙。这被称为孔隙率。
更高质量的烧结过程可以最大限度地减少孔隙率,从而制造出更致密的 O 形圈。这对于气体密封应用至关重要,因为较高的孔隙率会导致较高的渗透性和潜在的泄漏。
为您的目标做出正确的选择
在选择 PTFE O 形圈时,请超越材料名称的范畴,考虑为实现您的目标所需的工艺。
- 如果您的主要关注点是化学纯度和相容性: 请指定信誉良好的制造商生产的原生 PTFE,以确保没有填料存在,并且烧结过程已优化。
- 如果您的主要关注点是高压或动态密封: 几乎总是需要填充 PTFE 来提供所需的抗蠕变性和耐用性。
- 如果您的主要关注点是严格的尺寸公差: 您需要一个机加工的 O 形圈,但必须确保它由高质量、均匀烧结的原材料制成。
最终,了解 PTFE O 形圈的制造历程,可以根据其性能现实情况,而不仅仅是其材料名称来指定部件。
总结表:
| 制造阶段 | 对 O 形圈性能的关键影响 |
|---|---|
| 模压(预成型件) | 设定初始密度;压力不一致会产生薄弱点。 |
| 烧结(加热) | 决定最终的拉伸强度、孔隙率和弹性。 |
| 机加工 | 最终尺寸和表面光洁度取决于烧结原材料的质量。 |
需要为您的确切工作条件定制工程设计的 PTFE O 形圈吗?
在 KINTEK,我们专注于高性能 PTFE 组件的精确制造。我们在受控压缩模压和烧结工艺方面的专业知识确保您的 O 形圈具有最佳的密度、晶体结构和机械性能,以实现可靠密封——无论用于半导体、医疗、实验室还是工业应用。我们提供从原型到大批量订单的定制制造服务。
立即联系我们的专家 讨论您的具体要求,并获得可靠的解决方案。
图解指南
相关产品
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析
- 高纯度原生PTFE注射器 20ml 耐化学液体处理 适用于注射泵及PFA管路集成
- 适用于先进工业应用的定制聚四氟乙烯棒材
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 定制PTFE特氟龙球,适用于先进的工业应用



















