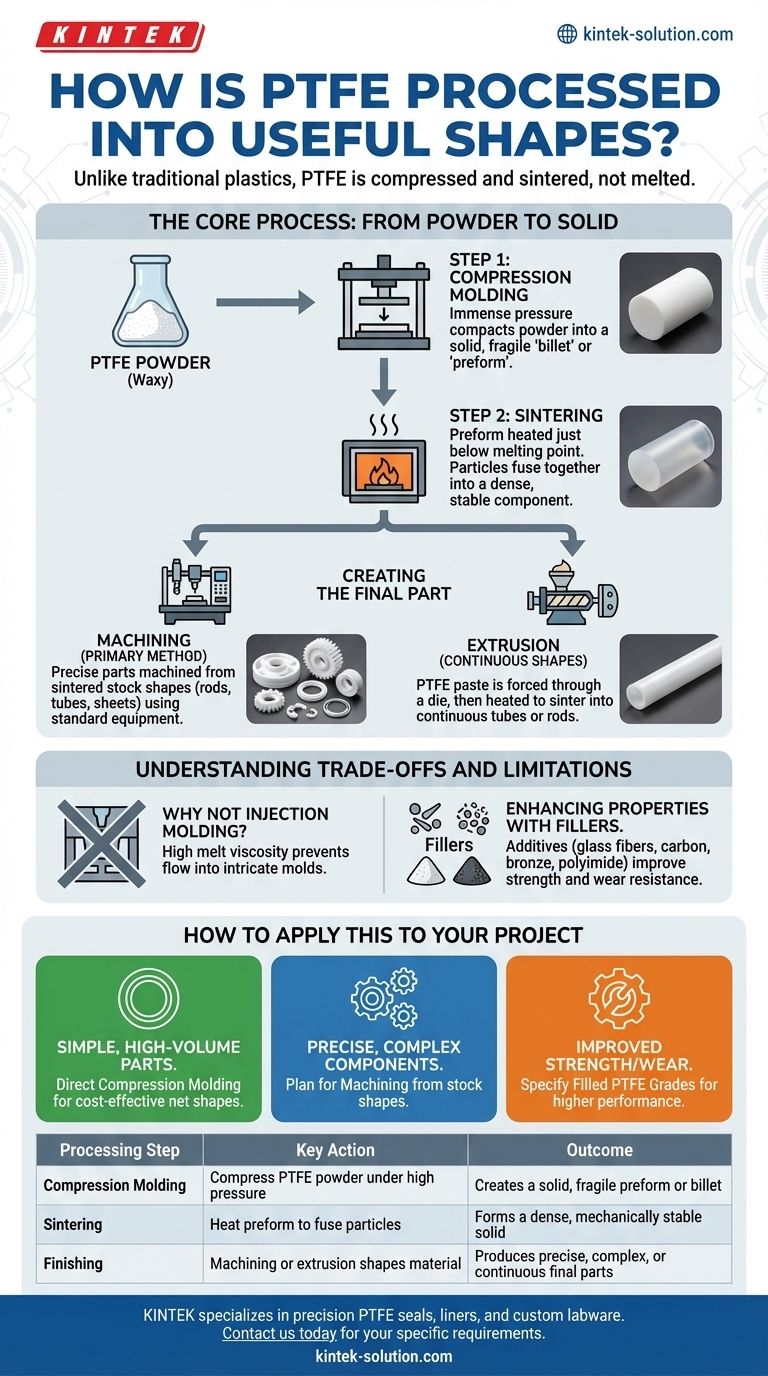
与传统塑料不同,聚四氟乙烯(PTFE)不能通过熔化然后注入模具的方式进行加工。由于其极高的熔体粘度,它必须首先从粉末压缩成固体形状,这个过程通常称为模塑。然后,这个固体形状会在一个受控的烤箱中加热,这个过程称为烧结,它将颗粒熔合在一起形成一个耐用的整体。
由于PTFE不像其他聚合物那样真正熔化和流动,其加工过程更类似于粉末冶金或陶瓷,而不是传统的塑料注塑成型。基本策略是先将PTFE粉末压缩成一个固体的“预成型件”,然后对其进行烧结,从而产生随后需要机加工以达到最终规格的毛坯形状。
核心工艺:从粉末到固体
PTFE的独特性能决定了其多步骤的制造流程。理解这个顺序对于设计可以有效且经济地生产的部件至关重要。
起始材料:蜡状粉末
PTFE始于一种细小的、蜡状的粉末状物质,通过悬浮或分散聚合产生。这种原材料是形成固体形状的基础材料。
第1步:模压成型
第一步是将PTFE粉末放入模具中并施加巨大的压力。这会将粉末压实成一个固体但仍然易碎的形状,称为“坯料”或“预成型件”。这个过程赋予部件基本形状,无论是简单的棒材、厚板还是基础密封件。
第2步:烧结
然后将压缩的预成型件小心地从模具中取出,放入烧结烤箱中。它会在一个特定的时间段内被加热到接近其实际熔点的高温。这不会熔化材料,但会导致单个PTFE颗粒相互融合,形成一个坚固、致密且机械稳定的部件。

制造最终部件
一旦生产出固体的烧结毛坯形状,就必须将其精加工成最终形式。这几乎总是通过以下两种方法之一来实现。
机加工:主要的精加工方法
绝大多数精密的PTFE部件是通过从棒材、管材和板材等烧结毛坯件上机加工而成的。PTFE以其易于使用标准设备(包括通常用于木工或金属加工的工具)进行机加工而闻名。其尺寸稳定性确保了可以通过车削、铣削和钻孔来实现精确和复杂的几何形状。
挤压成型连续形状
为了制造管材或棒材等长而连续的型材,可以使用称为挤压(或挤出)的工艺。在这种方法中,PTFE膏体(粉末和润滑剂的混合物)被强制通过一个成型的模具。所得型材随后被加热以去除润滑剂并烧结PTFE,形成成品、连续的长度。
理解权衡和局限性
PTFE的独特加工提供了明显的优势,但也带来重要的设计限制。
为什么不使用注塑成型?
PTFE的高熔体粘度使其无法流入注塑模具的复杂腔体。这是区分其加工与尼龙或聚碳酸酯等常见热塑性塑料的最重要因素。
形状复杂性的限制
由于初始形状是通过压缩形成的,带有凹槽或复杂内部特征的高度复杂的净形部件通常不适合直接模塑。设计必须与从更简单的毛坯形状机加工相兼容。
用填料增强性能
纯PTFE的机械性能,例如其耐磨性或在负载下的抗变形性(蠕变性),可能受到限制。为克服此问题,玻璃纤维、碳、青铜或聚酰亚胺等添加剂与原始粉末混合。这些“填充”或“复合”等级的性能得到了显著提高。
如何将此应用于您的项目
选择正确的方法完全取决于您的应用在几何形状、性能和产量方面的具体要求。
- 如果您的主要重点是制造密封件或衬套等简单、大批量的部件: 直接模压PTFE复合材料可能是一种经济高效的方法来生产净形件。
- 如果您的主要重点是生产精确、复杂的部件: 计划从标准的PTFE毛坯棒材、板材或管材上机加工您的部件。
- 如果您的主要重点是提高机械强度或耐磨性: 请指定填充等级的PTFE(例如,玻璃填充、碳填充)以满足您的性能目标。
通过了解这种独特的“压缩、烧结和机加工”的工作流程,您可以有效地利用PTFE的强大特性来应对您最具挑战性的应用。
总结表:
| 加工步骤 | 关键操作 | 结果 |
|---|---|---|
| 模压成型 | PTFE粉末在高压下被压缩 | 形成固体、易碎的预成型件或坯料 |
| 烧结 | 预成型件被加热以融合颗粒而不熔化 | 形成致密、机械稳定的固体 |
| 精加工 | 机加工或挤压成型烧结材料 | 生产精确、复杂或连续的最终部件 |
需要为您的项目提供高性能的PTFE部件吗? KINTEK 专注于为半导体、医疗和工业领域制造精密PTFE密封件、衬里和定制实验室用品。无论您需要原型还是大批量订单,我们在模压成型、烧结和机加工方面的专业知识都能确保卓越的质量和耐用性。立即联系我们讨论您的具体要求,并利用我们先进的制造能力!
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















