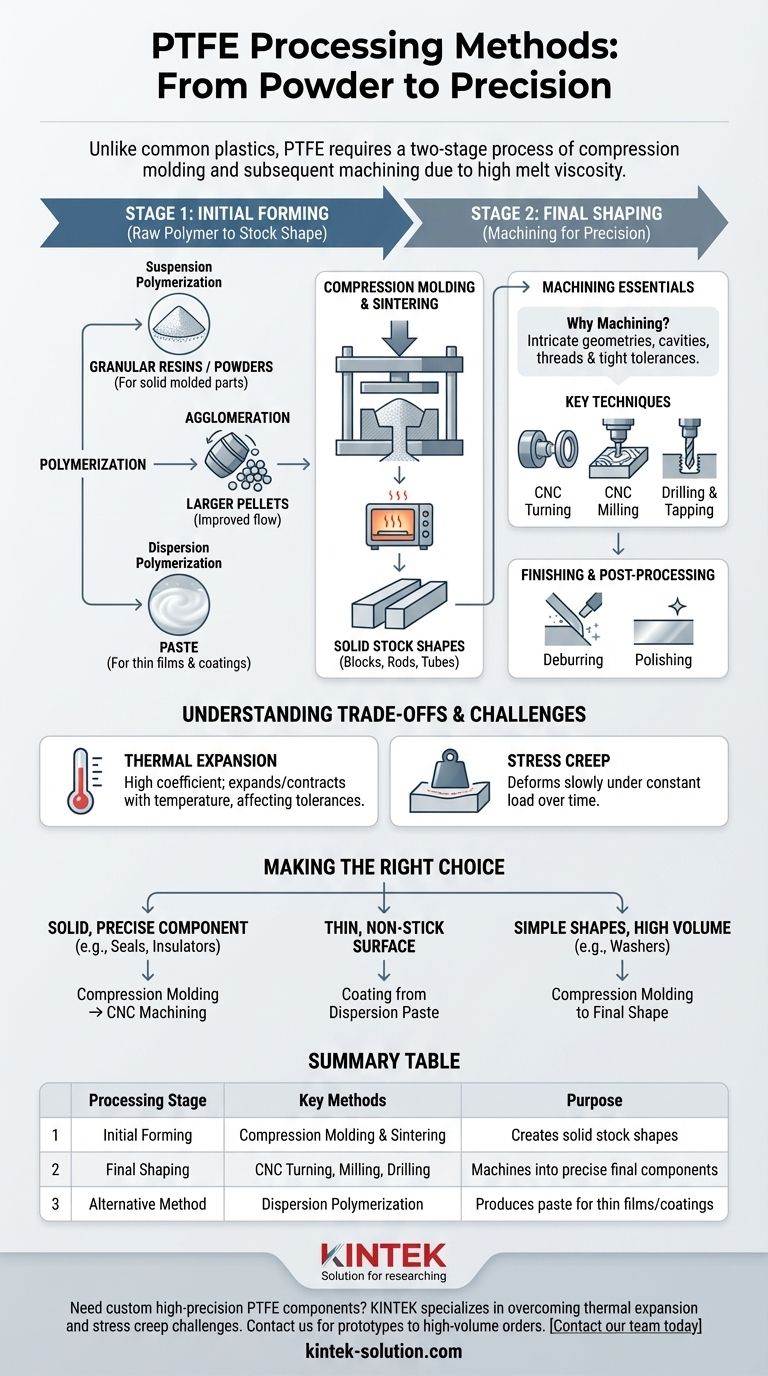
与普通塑料不同,聚四氟乙烯 (PTFE) 具有极高的熔体粘度,这意味着它在加热时不会流动。这一特性使其无法使用注塑成型等传统方法进行加工。相反,PTFE 部件主要通过压缩成型和后续机械加工的两阶段过程来制造。
PTFE 加工的核心原理是首先通过压缩和加热将原材料粉末固结成接近最终尺寸的“半成品形状”,然后使用标准的机械加工技术将该形状精炼成精确的最终组件。
从原材料到可用形式
在制造最终部件之前,必须先制备 PTFE 原材料并将其固结成可加工的固体。这个初始阶段决定了材料的性能和潜在应用。
悬浮聚合与分散聚合
旅程始于聚合,有两种方法可以生产出不同形式的 PTFE 原料。悬浮聚合产生颗粒状树脂或细粉末,这是固体模压件的基础。
相比之下,分散聚合产生乳状的糊状物质。这种形式非常适合制造薄膜和涂层,例如用于不粘炊具上的涂层。
为成型准备粉末
悬浮聚合产生的细粉末流动性差,难以处理。为克服这一问题,它通过称为团聚的过程加工成更大的颗粒。
这涉及将粉末与溶剂一起翻滚,使其形成更均匀、自由流动的颗粒,非常适合成型过程。
压缩成型:制造半成品形状
制造固体 PTFE 最常用的方法是压缩成型。将 PTFE 颗粒倒入模具中,在高压下压缩,然后在烤箱中加热,这个过程称为烧结。
此过程将 PTFE 颗粒熔合在一起形成坚固耐用的块、棒或管。这些“半成品形状”是制造下一阶段的原材料。

塑造最终部件:机械加工 PTFE
一旦创建了固体半成品形状,就必须对其进行机械加工,以达到最终组件的精确尺寸和特征。
为什么机械加工至关重要
由于仅靠成型无法实现复杂的几何形状,因此机械加工是几乎所有复杂 PTFE 组件的首选方法。它能够创建型腔、螺纹和严格公差的特征。
关键机械加工技术
使用标准的 CNC(计算机数控)设备来加工 PTFE。最常见的技术包括:
- CNC 车削:用于制造圆柱形部件,如环、密封件、轴和垫圈。
- CNC 铣削:用于加工具有复杂图案、槽和非对称特征的更复杂的部件。
- 钻孔和攻丝:用于在组件内部创建精确的孔和内螺纹。
精加工和后处理
机械加工后,部件可能需要进行后处理步骤。这包括去毛刺以去除切割工具留下的任何毛边,以及抛光以获得更光滑的表面光洁度,确保部件符合所有质量和性能标准。
了解加工 PTFE 的权衡
尽管 PTFE 柔软且易于切割,但由于其独特的材料特性,实现精度可能具有挑战性。
热膨胀的挑战
PTFE 具有非常高的热膨胀系数。这意味着它会随着温度变化而显著膨胀和收缩。加工过程中产生的热量会导致部件膨胀,从而难以保持严格的公差。
应力蠕变的难题
PTFE 也容易发生应力蠕变,即材料在恒定载荷下会随着时间的推移缓慢变形的倾向。在初始设计中必须考虑到这一特性,以防止部件在最终应用中发生故障。
为您的应用做出正确的选择
将加工方法与您的最终目标相匹配对于取得成功至关重要。
- 如果您的主要重点是制造坚固、精确的组件(例如绝缘体、阀座或衬套):您的路径是压缩成型半成品形状,然后进行 CNC 加工。
- 如果您的主要重点是将薄的、不粘的表面涂覆到另一个物体上:您将需要源自 PTFE 分散浆料的涂层。
- 如果您的主要重点是大批量生产非常简单的形状(例如基本垫圈):直接压缩成型至最终形状可能是一种可行且经济高效的选择。
最终,成功制造 PTFE 部件取决于根据其独特属性进行设计,而不是与之对抗。
摘要表:
| 加工阶段 | 关键方法 | 目的 |
|---|---|---|
| 初始成型 | 压缩成型和烧结 | 由 PTFE 粉末制成固体半成品形状(块、棒、管)。 |
| 最终成型 | CNC 车削、铣削、钻孔 | 将半成品形状加工成精确、复杂的最终组件。 |
| 替代方法 | 分散聚合 | 产生用于薄膜和涂层的浆料,而非固体部件。 |
需要满足您确切规格的定制 PTFE 组件?
在 KINTEK,我们专注于为半导体、医疗、实验室和工业领域制造高精度的 PTFE 组件——从密封件和衬里到复杂的实验室器皿。我们在压缩成型和精密 CNC 加工方面的专业知识确保您的部件在设计上能够克服 PTFE 的独特挑战,例如热膨胀和应力蠕变。
我们处理从原型到大批量订单的一切事务。立即联系我们的团队,讨论您的项目并获取报价!
图解指南
相关产品
- 定制 PTFE 蒸馏色谱过滤柱,适用于半导体化学分析和耐腐蚀实验室处理
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 用于腐蚀性流体处理的带PFA阀接口和集成筛板的高纯PTFE过滤器
- 用于腐蚀性化学品处理的定制聚四氟乙烯蛇形盘管冷凝回流装置与烧瓶收集系统
- 用于半导体加工和高纯度化学品处理的耐腐蚀 PTFE 反应托盘及定制特氟龙花篮



















