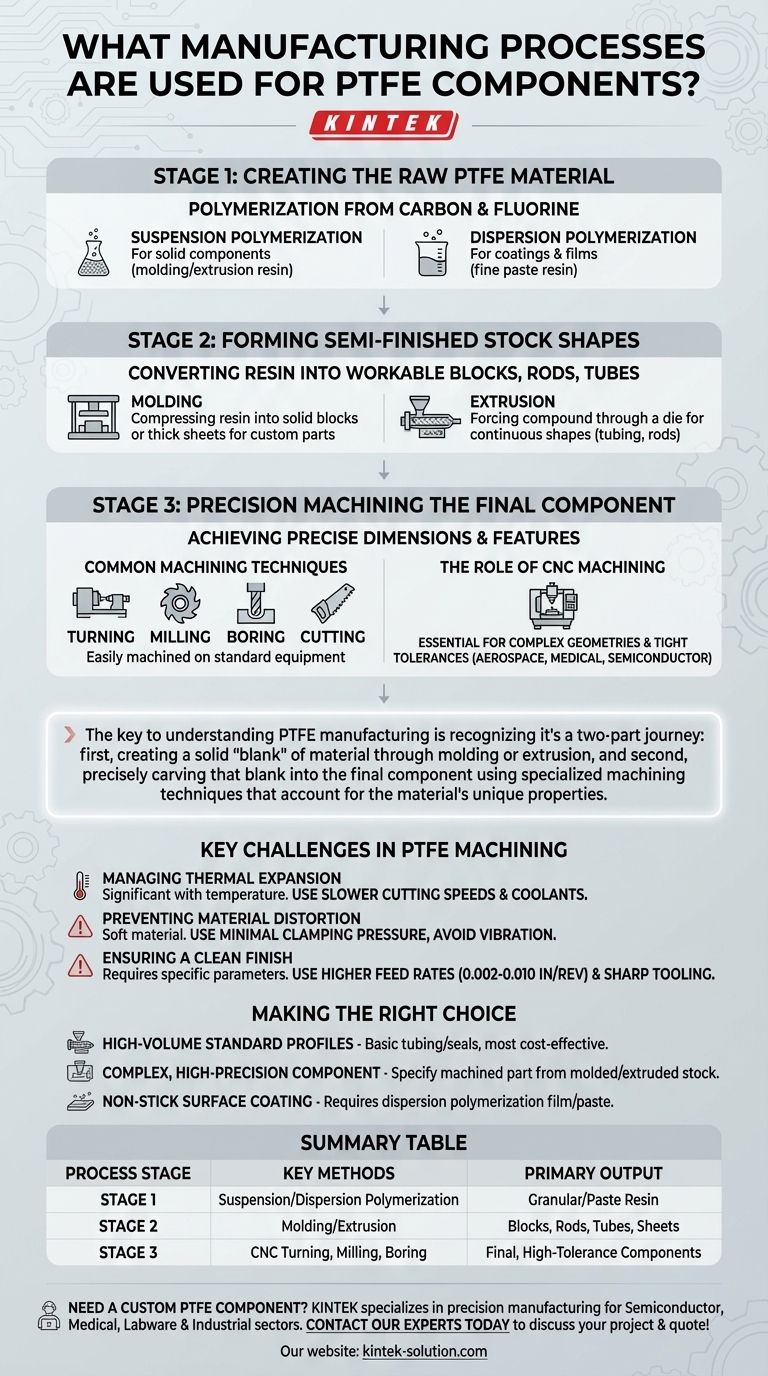
要制造 PTFE 组件,通常采用多阶段工艺,从制造原材料开始,将其成型为半成品毛坯,然后进行机械加工以达到最终规格。形成毛坯的主要方法是模压和挤出,而精确的最终形状是通过CNC 加工技术实现的,例如车削、铣削和镗削。
理解 PTFE 制造的关键在于认识到这是一个两步过程:首先,通过模压或挤出制造出固体的“毛坯”材料,然后使用专门的加工技术精确地将该毛坯切削成最终组件,这些技术需要考虑到材料的独特性能。
第 1 阶段:制造原材料 PTFE
在任何成型操作发生之前,必须从碳和氟这两种核心化学成分中制造出聚四氟乙烯聚合物。这是通过聚合作用完成的。
用于固体的悬浮聚合
这是制造用于制造固体组件的颗粒状或粒状 PTFE 树脂的最常用方法。所得材料非常适合模压和挤出工艺。
用于涂层的分散聚合
此方法会产生更细的、糊状的 PTFE。这种形式不用于制造固体组件,但对于制造应用于其他材料的不粘涂层和薄膜至关重要。

第 2 阶段:形成半成品毛坯
一旦创建了原始 PTFE 树脂,它就会被转化成一种称为“毛坯”的固体、可加工的形状。这为最终的加工阶段提供了原材料。
模压(Molding)
在此过程中,PTFE 树脂被压入模具中,以制造实心块、棒或厚板。这是生产更大、定制加工零件的基础步骤。
挤出(Extrusion)
对于管材、细棒或特定型材等连续形状,则使用挤出工艺。PTFE 化合物被强制通过模具,以形成长而均匀的形状,然后可以将其切割成所需的长度。
第 3 阶段:精密加工最终组件
加工是关键的最后一步,在此步骤中,半成品毛坯被转变为具有精确尺寸和特征的成品组件。
常见的加工技术
PTFE 可以在标准设备上轻松加工。常见的工艺包括在车床上车削、铣削以创建复杂表面、镗削以制作精确的孔以及切割到所需尺寸。
CNC 加工的作用
对于具有复杂几何形状或需要严格公差的零件,计算机数控 (CNC) 设备至关重要。多轴 CNC 机床和先进的编程能力,满足了航空航天、医疗和半导体制造等行业对高精度的要求。
为什么加工如此普遍
与许多可以直接注塑成最终形状的塑料不同,PTFE 的高熔体粘度使其不适合直接注塑。其固有的回弹性也意味着加工是实现最终尺寸的可靠方法,因为材料可以轻微地适应其工作环境。
PTFE 加工的关键挑战
成功加工 PTFE 需要深入了解其独特的性能。忽视这些特性可能导致质量不佳、零件报废和生产延误。
控制热膨胀
PTFE 会随温度变化而显著膨胀和收缩。加工过程中产生的热量会破坏尺寸精度。使用较慢的切削速度和冷却系统对于控制这一点至关重要。
防止材料变形
PTFE 是一种柔软的材料。CNC 机床中过大的夹紧压力会使零件变形,导致切割不准确。加工人员必须使用最小的夹紧压力并避免过度振动。
确保表面光洁度
实现光滑无毛刺的表面需要特定的参数。这通常通过更高的进给率(刀具在材料上移动的速度)和极其锋利的刀具来实现。推荐的进给率通常在每转 0.002 到 0.010 英寸之间。
为您的应用做出正确的选择
了解这种制造流程对于采购或设计满足您确切需求的 PTFE 组件至关重要。
- 如果您的主要重点是大批量标准型材: 直接通过挤出制造的零件(例如基本管材或密封件)是最具成本效益的解决方案。
- 如果您的主要重点是复杂、高精度的组件: 您必须指定由模压或挤出毛坯加工而成的零件。
- 如果您的主要重点是不粘表面涂层: 您的应用需要通过分散聚合制造的 PTFE 材料,然后将其作为薄膜或糊状物应用。
最终,控制整个流程——从原材料聚合物到最终加工的零件——是确保组件在其关键应用中可靠运行的唯一方法。
总结表:
| 工艺阶段 | 关键方法 | 主要产出 |
|---|---|---|
| 第 1 阶段:材料制造 | 悬浮聚合、分散聚合 | 颗粒状/糊状 PTFE 树脂 |
| 第 2 阶段:形成毛坯 | 模压、挤出 | 块、棒、管、板 |
| 第 3 阶段:精密加工 | CNC 车削、铣削、镗削 | 最终的高公差组件 |
需要满足您确切规格的定制 PTFE 组件? KINTEK 专注于为半导体、医疗、实验室和工业领域精确制造 PTFE 密封件、衬里、实验室器皿等。从原型到大批量生产,我们通过掌握 PTFE 制造过程的每个阶段来确保卓越的性能。
立即联系我们的专家 讨论您的项目并获取报价!
图解指南
相关产品
- 定制聚四氟乙烯绝缘垫片 耐腐蚀特氟龙密封件 定制工程塑料组件
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 高性能 PFA 盘管以及定制 PTFE 加工服务,提供焊接接头和精密弯管组件
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级



















