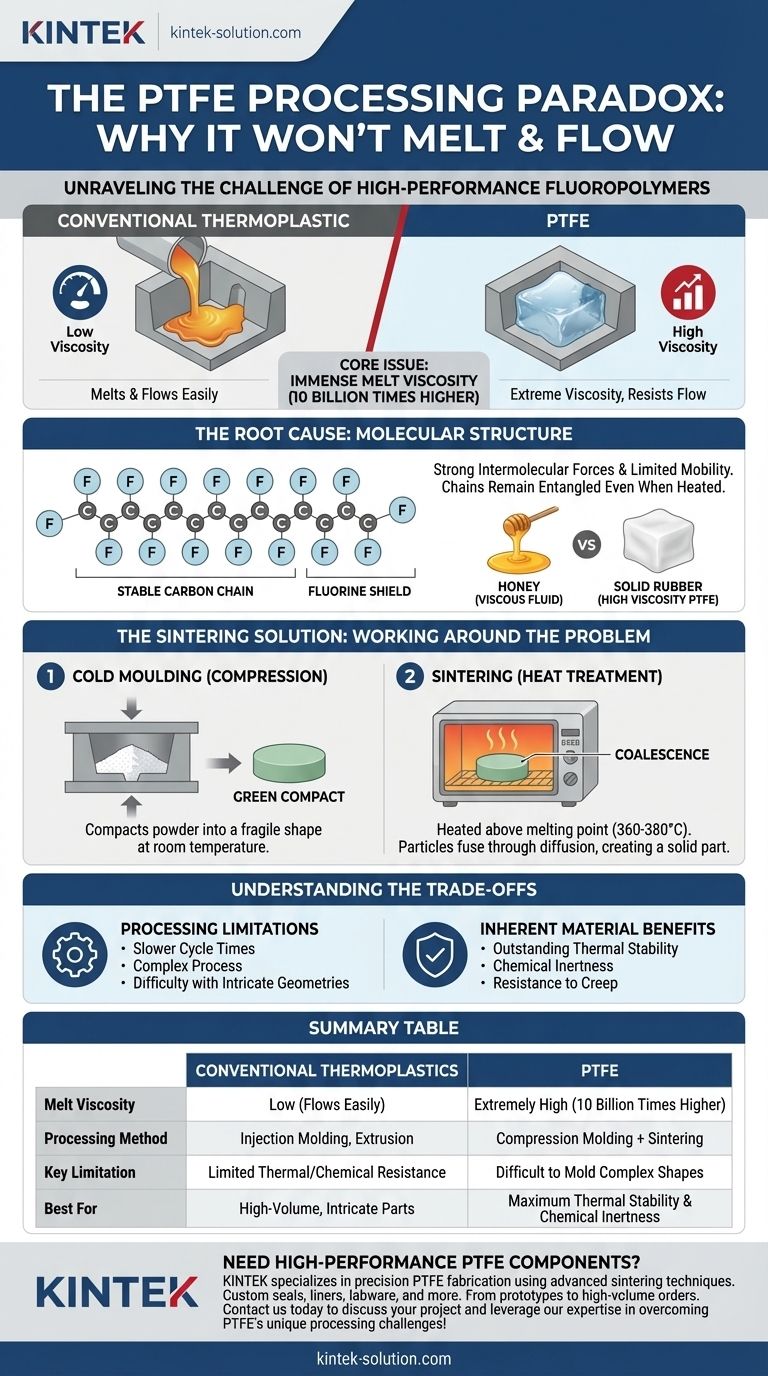
简单来说,聚四氟乙烯 (PTFE) 不能使用常规技术加工,是因为其粘度极高。 即使加热到远高于其熔点,PTFE 也不会像典型的液体塑料那样流动。它不会熔化成适合注塑或挤出的流体状态,而是转变为一种凝胶状固体,抵抗被推入模具。
核心问题在于 PTFE 巨大的熔体粘度使其永远无法成为真正的、可流动的液体。这迫使我们采用完全不同的制造工艺,类似于粉末冶金,即先压缩材料,然后加热以熔合颗粒。
根源:极高的熔体粘度
要理解加工挑战,我们必须首先了解在 PTFE 的背景下“高粘度”的真正含义。这是一种本质上的区别,而不仅仅是程度上的差异。
高粘度对 PTFE 的意义
粘度是衡量流体流动阻力的指标。对于大多数热塑性塑料,将其加热到熔点以上会大大降低其粘度,使其能够轻松注入模具中。
PTFE 的表现不同。其熔体粘度比聚丙烯等常见塑料高出约 100 亿倍。
这不像比较蜂蜜和水;这更像是比较一块固体橡胶和水。该材料在巨大压力下会变形,但不会流动以填充模具的复杂细节。
问题的起源
这种独特的行为源于 PTFE 的分子结构。它由一个长而稳定的碳链组成,该碳链完全被较大的氟原子屏蔽。
这种结构产生了极强的分子间作用力,并限制了聚合物链的活动性。即使施加了足够的热能来打破晶体结构(熔化),链条仍然会纠缠在一起,无法自由地相互滑动。

烧结解决方案:绕过问题
由于不能以传统意义上熔化和模塑 PTFE,工程师们开发了一种绕过其高粘度的多步工艺。该方法涉及在低温下压缩材料,然后通过加热将其熔合在一起。
第 1 步:冷压成型(或压缩)
该过程从粉末或颗粒形式的 PTFE 开始。将这种粉末倒入模具中,并在室温下施加高压。
这一步通常称为预成型,将粉末压制成所需的形状。各个颗粒仅通过机械力结合在一起,形成一个易碎的部件,通常称为“生坯”压件。
第 2 步:烧结(热处理)
然后将预成型的部件小心地从模具中取出,并在烤箱中加热到高于 PTFE 熔点的温度(约 360-380°C)。
在烧结过程中,材料不会熔化和流动。相反,每个独立颗粒表面的分子变得足够活跃,可以扩散到颗粒边界,并与相邻颗粒的分子纠缠在一起。这个过程称为共聚,将颗粒熔合成一个坚固、致密且耐用的最终产品。
理解权衡
这种特殊的工艺既是限制,也是 PTFE 卓越性能的关键。使其难以加工的特性,正是其价值所在。
加工限制
与注塑成型相比,烧结是一个更慢、更复杂的过程。循环时间明显更长,从而增加了制造成本。
制造具有极尖锐角落、薄壁或高度复杂几何形状的部件也更加困难。最后,如果工艺控制不当,最终部件中可能会残留孔隙率。
固有的材料优势
极高的粘度和强大的分子结构是 PTFE 最受珍视特性的直接原因。其出色的热稳定性、化学惰性和抗蠕变性(在负载下的变形)都是阻碍熔融加工的特性的副产品。
本质上,您是在用易于制造性来换取在恶劣环境下的卓越材料性能。
为您的目标做出正确的选择
在为高性能应用选择材料时,理解这种基本的加工差异至关重要。
- 如果您的主要重点是复杂零件的大规模生产: 标准 PTFE 可能不合适。相反,请研究可熔融加工的含氟聚合物,如 FEP 或 PFA,它们在提供类似性能的同时,能够进行注塑成型,但热性能略有降低。
- 如果您的主要重点是最大的热稳定性和耐化学性: 烧结 PTFE 的独特性能通常是不可或缺的。制造方法是为了实现最高性能水平而必须做出的权衡。
最终,PTFE 的加工方法是其分子结构的直接结果,而该结构使其成为可用的最具能力的聚合物之一。
摘要表:
| 方面 | 常规热塑性塑料 | PTFE |
|---|---|---|
| 熔体粘度 | 低(易流动) | 极高(高出 100 亿倍) |
| 加工方法 | 注塑成型、挤出成型 | 模压成型 + 烧结 |
| 主要限制 | 热/耐化学性有限 | 复杂形状难以成型 |
| 最适合 | 大批量、复杂零件 | 最大的热稳定性和耐化学性 |
需要高性能 PTFE 组件? KINTEK 专注于使用先进的烧结技术进行精密 PTFE 制造。我们为半导体、医疗和工业应用制造定制密封件、衬里和实验室用品——从原型到大批量订单。立即联系我们,讨论您的项目,并利用我们在克服 PTFE 独特加工挑战方面的专业知识!
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















