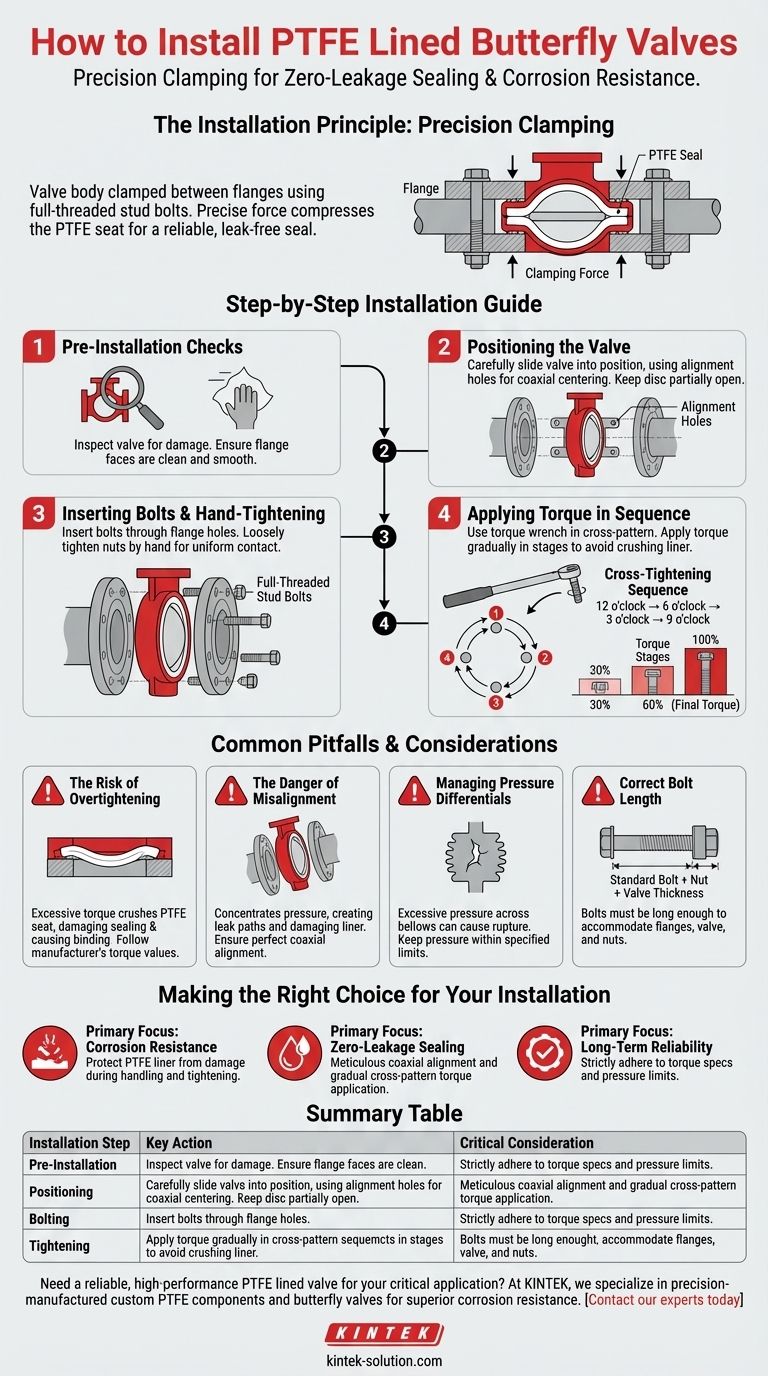
正确安装聚四氟乙烯衬里蝶阀的方法是使用全螺纹螺柱将阀体小心地夹紧在两个管道法兰之间。该过程依赖于精确、顺序的紧固模式,以产生均匀的夹紧力,从而压缩 PTFE 阀座,形成可靠、无泄漏的密封,而不会损坏衬里。
安装 PTFE 衬里阀门的核心挑战不仅仅是机械组装;而是夹紧力的精确施加。拧得过紧会压碎 PTFE 阀座,而不均匀的压力会导致泄漏,从而违背了阀门在腐蚀性环境中提供完美密封的主要目的。
安装原理:精确夹紧
PTFE 衬里蝶阀是“晶圆式”或“耳轴式”阀门,这意味着它本身没有法兰。它的设计是直接夹在两个现有管道法兰之间的。
了解密封机制
密封不是由单独的垫片产生的。相反,PTFE 衬里延伸到阀体表面上,充当与管道法兰的主要密封表面。
当法兰被螺栓连接在一起时,它们会施加一个夹紧力,压缩这个 PTFE 面,形成一个高效且耐化学腐蚀的密封。
对中的作用
阀体通常有两个或四个定位孔(耳轴)。这些孔不是用来承受载荷的,但对于确保阀门在安装过程中与管道完美居中并同轴对齐至关重要。
正确的对中可确保夹紧力均匀地分布在整个 PTFE 密封面上。

分步安装指南
遵循有条不紊的流程对于保护阀门完整性并确保零泄漏密封至关重要。
第 1 步:安装前检查
在开始之前,检查阀门是否有 PTFE 衬里或阀座的损坏。确认管道法兰面清洁、光滑且没有可能影响密封的任何碎屑。
第 2 步:定位阀门
小心地将法兰分开,刚好足够将阀门滑入到位。使用阀体上的对中孔将其引导至法兰之间的中心位置。
确保蝶板处于半开位置,以免其伸出阀体表面,否则在法兰合拢时可能会损坏。
第 3 步:插入螺栓并用手拧紧
将全螺纹螺柱穿过法兰孔。用手松松地拧紧螺母,直到它们紧贴,确保阀门保持居中。
这个初始步骤使法兰与 PTFE 密封面均匀接触,而不会施加显著压力。
第 4 步:按顺序施加扭矩
使用扭矩扳手拧紧螺栓。务必遵循交叉拧紧顺序(例如,12 点钟、6 点钟、3 点钟、9 点钟)以均匀施加压力。
扭矩应分阶段施加,通常分三个阶段:最终扭矩的 30%,然后是 60%,最后是 100%。这可以防止衬里在某个区域被压碎或变形。
常见陷阱和注意事项
PTFE 的独特性能要求特别注意,以避免可能导致阀门故障的常见安装错误。
过度拧紧的风险
PTFE 是一种相对较软的材料。过大的扭矩会压碎 PTFE 阀座和衬里,永久损坏阀门的密封能力,并可能导致蝶板卡住。务必遵守制造商规定的扭矩值。
错位的危险
即使轻微的错位也会将压力集中在阀门的一侧。这不仅会在另一侧产生潜在的泄漏路径,还会使衬里和蝶板在压力最高的点受损。
管理压差
对于使用波纹管密封的 PTFE 衬里阀门,阀门两侧的压差过大可能导致精密的 PTFE 波纹管破裂。确保系统的运行压力保持在阀门规定的允许范围内。
正确的螺栓长度
螺柱的长度至关重要。螺栓必须足够长,以容纳两个法兰、阀体、垫圈和两个螺母的厚度,并留有少量余量。一个常见的计算是:标准螺栓长度 + 螺母长度 + 阀体厚度。
为您的安装做出正确的选择
您的主要目标将决定您在安装过程中应关注的重点。
- 如果您的主要关注点是耐腐蚀性: 您的首要任务是在搬运和紧固过程中保护 PTFE 衬里的完整性,防止其被划伤或压碎。
- 如果您的主要关注点是零泄漏密封: 对同轴对中和分阶段、交叉模式的扭矩施加的细致关注是不可或缺的。
- 如果您的主要关注点是长期可靠性: 严格遵守制造商的扭矩规格,并确保系统压力不超过阀门的额定限制。
最终,成功的安装是精密的体现,其中仔细的操作保护了阀门的高级材料并保证了其性能。
摘要表:
| 安装步骤 | 关键操作 | 关键考虑因素 |
|---|---|---|
| 安装前 | 检查阀门并清洁法兰。 | 确保 PTFE 衬里或阀座没有损坏。 |
| 定位 | 使用对中孔使阀门居中。 | 保持蝶板半开,避免损坏。 |
| 上螺栓 | 插入全螺纹螺柱。 | 使用正确的螺栓长度进行组装。 |
| 拧紧 | 使用扭矩扳手遵循交叉拧紧顺序。 | 分阶段施加扭矩(30%、60%、100%)以避免压碎 PTFE。 |
您的关键应用需要可靠、高性能的 PTFE 衬里阀门吗?
正确的安装始于精密制造的阀门。在 KINTEK,我们专注于定制制造的 PTFE 组件——包括密封件、衬里、实验室器皿和蝶阀——应用于半导体、医疗、实验室和工业领域。我们对精密生产的关注确保了完美的配合和卓越的耐腐蚀性,无论您需要原型还是大批量订单。
让我们为您无泄漏系统提供可靠的基础。立即联系我们的专家讨论您的具体要求!
图解指南
相关产品
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- 高纯PFA PTFE扩口式截止阀 可定制二通三通异径氟聚合物流体控制解决方案
- 高纯度聚四氟乙烯水龙头 耐腐蚀聚四氟乙烯桶阀 可定制实验室化学品流体控制
- 耐腐蚀PTFE聚四氟乙烯阀门及可定制实验室流体分装龙头,适用于工业储罐和塑料桶的强腐蚀性化学品处理
- 定制聚四氟乙烯阀 二通三通耐腐蚀低本底高纯氟聚合物工业流体控制



















