PTFE加工的主要挑战是其极高的热膨胀和收缩率。这一特性直接影响材料的尺寸稳定性,在加工过程中造成重大障碍,并需要在最终应用设计中仔细考虑,以防止零件失效。
PTFE的成功取决于双重策略:您必须在加工过程中积极管理热量以实现尺寸精度,同时设计最终零件以适应其在使用环境中将经历的不可避免的尺寸变化。
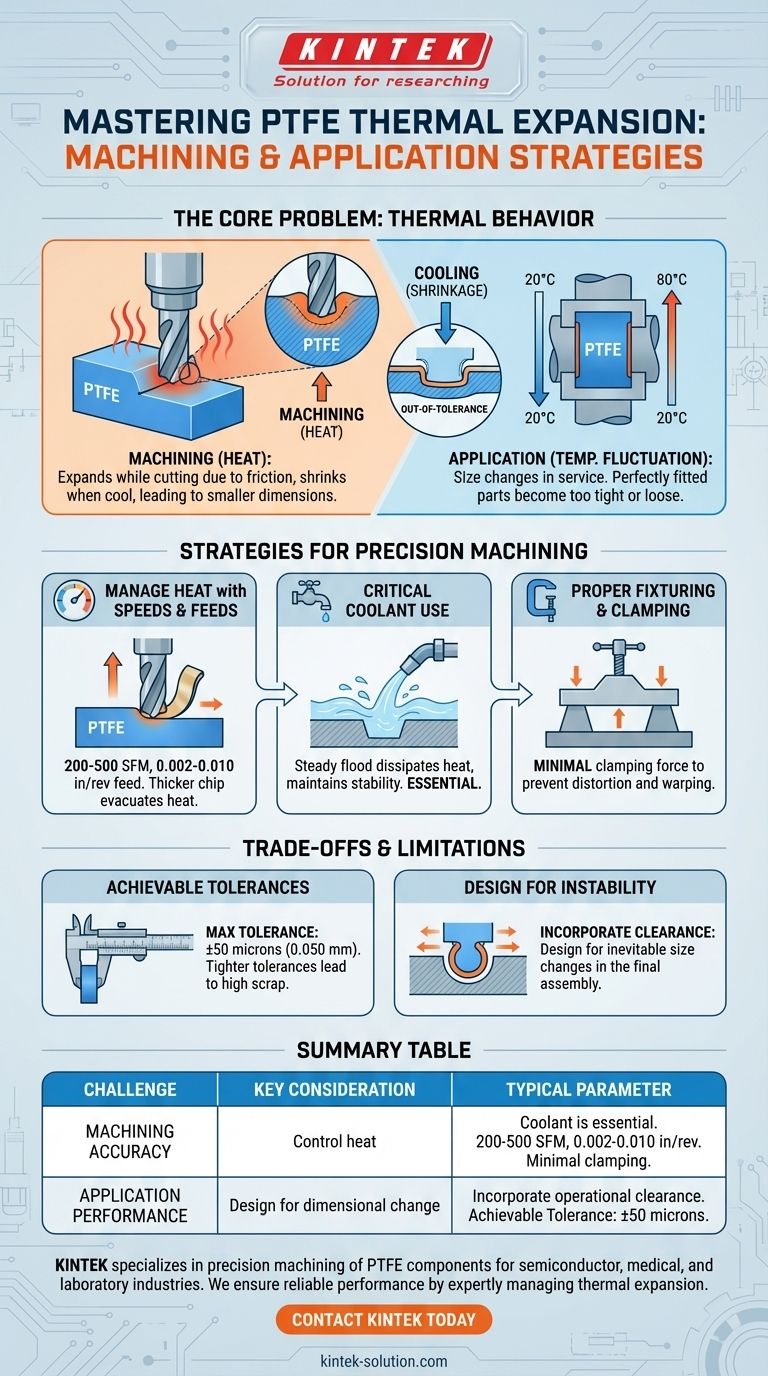
核心问题:PTFE的热行为
聚四氟乙烯(PTFE)的尺寸随温度变化远比金属甚至大多数其他塑料剧烈。理解这一点是控制它的第一步。
这对加工意味着什么
切削工具的摩擦会产生大量热量。当PTFE升温时,它在切削过程中会膨胀。
一旦加工完成,零件冷却到环境温度,它就会收缩。这会导致最终零件小于预期尺寸,从而导致超出公差的部件。
这对应用意味着什么
一个完美加工的PTFE部件仍会根据其工作温度而膨胀和收缩。一个在20°C时完美贴合的零件,在80°C时可能会变得过紧或过松。
这必须在设计阶段加以考虑,特别是对于与钢等更稳定材料接触的密封件、轴承或耐磨板。

精密加工策略
控制PTFE的尺寸精度需要采取积极主动的方法来减轻热量积聚和材料应力。
通过速度和进给管理热量
目标是创建一个干净的切口,通过切屑快速排出热量。这需要一种平衡的方法。
推荐的切削速度通常在 每分钟200到500表面英尺(SFM)之间。
结合相对较高的进给率,从 每转0.002到0.010英寸,以产生更厚的切屑,将热量带离工件。
冷却液的关键作用
使用冷却液对于保持热稳定性至关重要。稳定的冷却液流可以从切削区域散发热量,防止材料显著膨胀。
这一步是防止热膨胀破坏零件精度的最有效方法之一。
适当的夹具和夹紧
PTFE是一种软材料,在压力下容易变形。过大的夹紧力会在进行任何切削之前使工件变形。
使用最小的夹紧压力和设计用于广泛支撑零件而不挤压它的夹具。这可以防止物理翘曲,从而加剧热误差。
理解权衡和限制
即使采用完美的工艺,PTFE也具有固有的特性,必须在设计和制造过程中予以尊重。
可实现的公差
虽然具有挑战性,但PTFE可以加工到精密尺寸。在适当的工艺控制下,最大公差为 50微米(0.050毫米)被认为是可实现的。
要求比这更严格的公差通常会导致高报废率和成本。
为不稳定性而设计
应用成功的关键因素是为运动而设计。假设零件会改变尺寸,并纳入适当的间隙或膨胀接头。
忘记这一步是PTFE组件在经历温度波动的组件中失效的常见原因。
避免应力和翘曲
除了热量,避免过大的刀具压力和振动也至关重要。这些力会在材料中引起内部应力,导致长时间后翘曲。
使用锋利的刀具和刚性机床设置可确保光滑的表面光洁度和尺寸稳定的最终零件。
如何将其应用于您的项目
您的策略应根据您的当前挑战是制造精度还是长期应用性能来指导。
- 如果您的主要重点是实现严格的加工公差:您的策略必须围绕通过冷却液、优化的进给率以及最小的支撑夹紧压力来积极管理热量。
- 如果您的主要重点是在可变温度环境中的长期性能:您的设计必须通过纳入足够的运行间隙来考虑材料的自然热膨胀和收缩。
通过掌握这些热学和机械方面的考虑,您可以可靠地生产尺寸稳定且性能卓越的PTFE组件。
总结表:
| 挑战 | 关键考虑因素 | 典型参数 |
|---|---|---|
| 加工精度 | 控制切削工具产生的热量 | 冷却液的使用至关重要 |
| 优化切削参数 | 200-500 SFM,0.002-0.010 英寸/转进给 | |
| 使用适当的夹具 | 最小夹紧压力 | |
| 应用性能 | 为尺寸变化而设计 | 纳入操作间隙 |
| 可实现公差 | ±50 微米 (0.050 毫米) |
PTFE的尺寸不稳定性让您头疼吗? KINTEK专注于半导体、医疗和实验室行业的PTFE组件(密封件、衬里、实验室器皿)精密加工。我们专业管理制造过程中的热膨胀,以提供在您的应用中可靠运行的零件,从原型到大批量订单。
立即联系KINTEK,讨论您的PTFE项目需求,确保长期性能。
图解指南
相关产品
- 可定制PTFE防烫隔热套与热板支撑脚 实验室台面保护热障
- 耐高温 PTFE 隔热板 耐腐蚀 无金属 氟聚合物 支架 适用于超净实验室
- 可定制聚四氟乙烯隔热板 耐高温耐腐蚀实验室支撑架 分层多层支架
- 定制聚四氟乙烯隔热套管 实验室容器冷凝夹套 原生含氟聚合物机加工组件
- 耐高温TFM绝缘挡板 超净实验室聚四氟乙烯隔板 可定制孔型



















