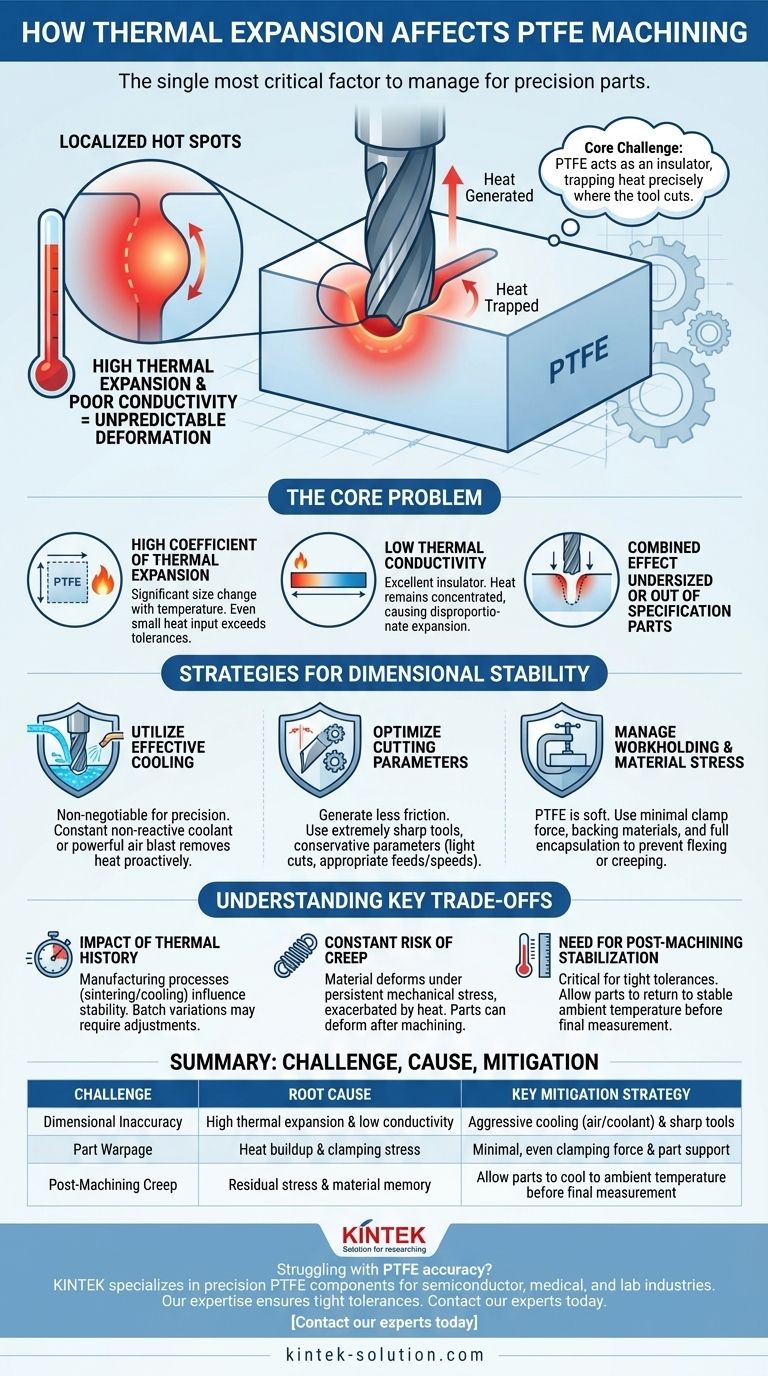
简而言之,热膨胀是加工聚四氟乙烯 (PTFE) 时需要管理的最关键因素。 由于其高热膨胀率和不良的导热能力,切削刀具产生的摩擦会造成局部热点。这会导致材料在加工过程中不可预测地膨胀,一旦成品冷却,就会导致显著的尺寸不准确。
PTFE 的核心挑战不仅仅在于它会随热量膨胀,还在于它像绝缘体一样,将热量精确地困在刀具切割的位置。因此,成功的 PTFE 加工是一种积极的热量管理实践,重点是最大限度地减少热量产生和最大限度地移除热量。
核心问题:为什么 PTFE 会变形
了解 PTFE 的特定材料特性对于控制它至关重要。挑战来自于两种与机械师作对的竞争特性。
高热膨胀系数
与大多数其他聚合物和金属相比,PTFE 随温度变化而膨胀和收缩的程度更为显著。即使是像切削刀具产生的微小温度变化,也可能导致超出严格公差的尺寸变化。
低导热性
与金属能够快速将热量散布到整个材料中不同,PTFE 是一种出色的热绝缘体。这意味着切削刀具产生的热量仍集中在非常小的区域,导致该特定点不成比例地膨胀,而部件的其余部分保持稳定。
综合影响:不可预测的切削
正是这种组合使材料如此具有挑战性。刀具加热一个局部点,该点膨胀,并且在该暂时较大的尺寸上进行切削。一旦部件冷却,该区域就会收缩,导致某个特征尺寸偏小或超出规格。

实现尺寸稳定性的策略
要生产出精确的 PTFE 组件,您的整个策略必须围绕在工艺的每个阶段减轻热量积聚。
采用有效的冷却
由于 PTFE 会积聚热量,对于精密加工而言,外部冷却方法是必不可少的。将持续的非反应性冷却剂流或强大的气流直接对准刀具-材料界面,对于在热量产生时主动移除热量至关重要。
优化您的切削参数
目标是首先产生更少的摩擦,从而产生更少的热量。这需要使用具有高前角的极其锋利的刀具,并采用保守的参数——这意味着较浅的切深、适当的进给速度和受控的主轴速度。
管理工件夹持和材料应力
PTFE 是一种柔软、刚度低的材料,仅凭夹紧压力就容易变形。使用最小的夹紧力,并在可能的情况下,使用背衬材料或完全封装来支撑工件,防止其在机械应力或热应力下弯曲或蠕变。
理解关键的权衡
成功加工 PTFE 需要承认其固有的局限性并为此做好计划。忽视这些因素可能导致结果不一致和高报废率。
热历史的影响
PTFE 毛坯的最终物理性能受其制造工艺的影响,特别是烧结和冷却循环。材料批次之间的差异可能导致稳定性存在细微差异,需要对您的加工过程进行微调。
蠕变的持续风险
蠕变是固体材料在持续机械应力影响下永久变形的趋势。对于 PTFE 而言,热量会加剧这种情况。在应力下加工的零件,即使在离开机床时尺寸准确,也可能缓慢变形。
后加工稳定化的必要性
对于公差最严格的零件,在进行最终测量之前,必须让它们恢复到稳定的环境温度。在零件仍然因加工而发热时对其进行测量将得到一个错误的读数。
根据您的目标做出正确的选择
您采取的具体方法应根据成品组件的主要要求量身定制。
- 如果您的主要重点是严格的公差: 优先考虑积极、持续的冷却,并使用多次、非常轻的精加工以最大限度地减少热量输入。
- 如果您的主要重点是防止薄零件翘曲: 使用最小的、均匀分布的夹紧压力,并用夹具或背板支撑整个零件。
- 如果您的主要重点是批量生产过程的一致性: 保持稳定的车间温度,并使用专用的、极其锋利的刀具,这些刀具从不用于其他材料。
归根结底,掌握热量管理是将 PTFE 从一种具有挑战性的材料转变为一种可预测且可靠的材料的关键。
摘要表:
| 挑战 | 根本原因 | 关键缓解策略 |
|---|---|---|
| 尺寸不准确 | 高热膨胀和低导热性 | 积极冷却(空气/冷却剂)和锋利刀具 |
| 零件翘曲 | 热量积聚和夹紧应力 | 最小且均匀的夹紧力以及零件支撑 |
| 后加工蠕变 | 残余应力和材料记忆 | 在最终测量前让零件冷却至环境温度 |
在 PTFE 零件精度方面遇到困难? KINTEK 专注于半导体、医疗和实验室行业 PTFE 组件(密封件、衬垫、实验室用品)的精密加工。我们在管理热膨胀方面的专业知识确保您的零件从原型到大批量订单都能满足最严格的公差。立即联系我们的专家讨论您的项目,实现可靠、尺寸稳定的结果。
图解指南