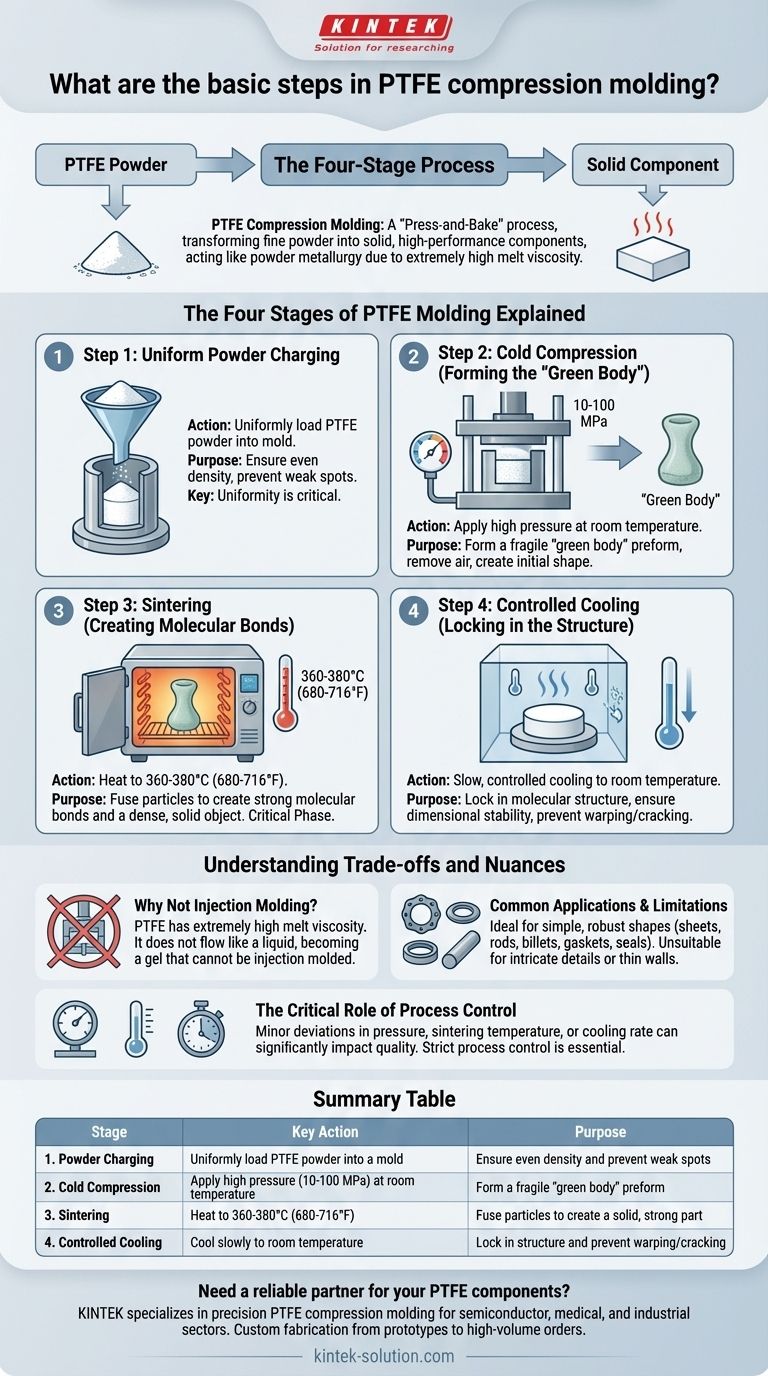
PTFE 压缩成型的核心是一个四阶段过程,它将细粉末转化为坚固、高性能的部件。它包括将 PTFE 树脂均匀填充到模具中,在室温下高压压缩,通过烧结工艺加热以熔合颗粒,最后在受控条件下冷却以达到其最终形状。
与通过熔化和注射成型的普通塑料不同,PTFE 具有极高的熔体粘度,使其无法通过传统方式加工。因此,压缩成型更像是粉末冶金——一种“压制烘烤”方法,它在不达到真正液态的情况下将颗粒熔合在一起。
PTFE 成型的四个阶段解释
压缩成型过程中的每一步对于开发最终 PTFE 部件的独特性能(从其耐化学性到机械强度)都至关重要。
第一步:均匀粉末填充
该过程首先将特定量的 PTFE 粉末小心地装入模腔中。
此阶段的关键是均匀性。粉末的任何不均匀分布都可能导致密度变化,产生薄弱点并损害成品部件的结构完整性。
第二步:冷压缩(形成“生坯”)
接下来,粉末在室温下以 10 至 100 MPa 的压力进行压缩。
这种高压将单个粉末颗粒紧密接触,去除空气并形成脆弱的初步形状。这种预烧结形式通常被称为“生坯”或预成型件。它具有正确的形状,但缺乏任何显著的机械强度。
第三步:烧结(创建分子键)
将生坯小心地从模具中取出,放入烤箱中进行烧结,这是该过程中最关键的阶段。
部件被加热到 360-380°C (680-716°F) 之间的精确温度。在此温度下,PTFE 颗粒熔合在一起,形成强大的分子键,并将脆弱的预成型件转化为致密的固体物体。这是材料最终机械性能确立的地方。
第四步:受控冷却(锁定结构)
烧结后,部件必须以高度受控的方式冷却回室温。
缓慢冷却至关重要。快速冷却会引入内应力,导致翘曲甚至开裂。这最后阶段固化了部件的分子结构,并确保其尺寸稳定性和性能。

理解权衡和细微差别
虽然直接,但 PTFE 压缩成型的成功取决于对其独特要求和局限性的理解。
为什么不使用传统的注塑成型?
这种特殊工艺的主要原因是 PTFE 具有极高的熔体粘度。即使加热到其熔点以上,它也不会像液体一样流动。相反,它会变成一种粘稠的凝胶状物质,无法像注塑成型那样以速度和精度注入模具。
常见应用和局限性
压缩成型非常适合生产具有厚壁的简单、坚固的形状。
这种方法擅长制造板材、棒材和坯料等库存材料,这些材料通常被加工成更复杂的零件。它也非常适合制造垫圈、密封件和轴承等部件。然而,它通常不适用于制造具有复杂细节或薄壁的零件。
过程控制的关键作用
模压 PTFE 部件的质量对工艺变量高度敏感。压力、烧结温度或冷却速率的微小偏差都会显著影响最终部件的密度、孔隙率和机械强度。这使得严格的过程控制对于生产可靠部件绝对必不可少。
为您的目标做出正确选择
理解这个过程可以帮助您更有效地指定零件和材料。
- 如果您的主要关注点是部件可靠性: 坚持受控的烧结和冷却循环,因为这些步骤对于确保一致的材料性能和防止过早失效至关重要。
- 如果您的主要关注点是生产简单的库存形状: 认识到压缩成型是制造高质量 PTFE 坯料、棒材和板材以进行后续加工的最直接和最具成本效益的方法。
- 如果您的主要关注点是设计复杂零件: 了解您的零件很可能由压缩成型的库存形状加工而成,而不是直接成型,这将影响设计考虑因素,如特征尺寸和公差。
掌握这四个基本步骤是成功指定、制造或排除任何压缩成型 PTFE 部件故障的关键。
总结表:
| 阶段 | 关键操作 | 目的 |
|---|---|---|
| 1. 粉末填充 | 将 PTFE 粉末均匀装入模具 | 确保密度均匀并防止薄弱点 |
| 2. 冷压缩 | 在室温下施加高压(10-100 MPa) | 形成脆弱的“生坯”预成型件 |
| 3. 烧结 | 加热至 360-380°C (680-716°F) | 熔合颗粒以制造坚固的固体部件 |
| 4. 受控冷却 | 缓慢冷却至室温 | 锁定结构并防止翘曲/开裂 |
需要可靠的 PTFE 部件合作伙伴吗?
KINTEK 专注于精密 PTFE 压缩成型,为半导体、医疗和工业领域制造高性能密封件、衬里和实验室器皿。我们严格的过程控制确保您的零件具有您所需的一致密度、强度和耐化学性。
我们提供从原型到大批量订单的定制制造。立即联系我们的专家,讨论您的项目并获取报价!
图解指南
相关产品
- 高纯度PFA盘管 定制PTFE加工 PFA焊接与精密弯曲解决方案
- 定制聚四氟乙烯 PTFE 恒压滴液漏斗耐腐蚀流体控制组件,兼容转换塞
- 用于腐蚀性化学品处理的定制聚四氟乙烯蛇形盘管冷凝回流装置与烧瓶收集系统
- 定制聚四氟乙烯恒压分液漏斗 耐腐蚀低本底实验室器具 适配PFA烧瓶
- 定制聚四氟乙烯挥发性物质冷凝回流反应装置 耐腐蚀 耐压



















