为了在特氟龙(PTFE)加工中实现严格的公差,您必须使用极其锋利的刀具,实施细致的冷却液热管理,对材料进行退火以释放应力,并使用专业的夹具防止变形。这些步骤直接对抗了PTFE固有的柔软性、高热膨胀率和在压力下蠕变的倾向,这些是实现精度的主要障碍。
成功加工PTFE不在于强行控制材料,而在于适应其独特的性能。核心挑战在于管理其极端的[热膨胀]和柔软性,这需要一种专注于干净切削、恒定温度控制和应力消除的策略。
了解PTFE的核心加工挑战
在应用最佳实践之前,了解为什么PTFE如此难以加工至关重要。它的性能与金属和大多数其他塑料有着根本的不同。
柔软性和变形问题
PTFE非常柔软,摩擦系数很低。这意味着钝的刀具无法干净地切削它;它们会推挤和变形材料,导致表面光洁度差和尺寸不准确。
此外,标准的夹紧或工件夹持方法很容易压碎或扭曲工件,在第一次切削之前就破坏了实现严格公差的任何机会。
热性能的双刃剑
PTFE有两种热性能带来了巨大的挑战。首先,其热膨胀率非常高——几乎是钢的十倍。加工过程中产生的任何热量都会导致材料显著膨胀。
其次,它的导热性非常低。这意味着切削刀具产生的热量不会在材料中消散。相反,它会集中在切削点,导致局部膨胀,使得在零件完全冷却和稳定之前无法进行精确测量。
内部应力的影响
原材料PTFE的制造过程会产生内部应力。在加工过程中,随着材料的去除,这些应力会不均匀地释放,导致零件以不可预测的方式翘曲和移动。如果没有适当的应力消除,这使得成品件的公差保持非常困难。

精密PTFE加工的支柱
成功的PTFE加工策略建立在几个核心原则之上,这些原则直接解决了其具有挑战性的特性。
支柱 1:刀具选择和几何形状
最重要的一点是刀具的锋利度。刀具必须磨得像刀刃一样锋利,以便干净地剪切材料而不是推挤它。
推荐使用硬质合金、司太乐尖头甚至金刚石刀具,因为它们能够保持锋利的边缘。高正前角有助于将切屑从工件上抬走,减少摩擦和热量积聚。
支柱 2:热量和冷却液管理
严格的温度控制是不可或缺的。目标是尽快清除产生的热量,以防止热膨胀影响尺寸精度。
水溶性大量冷却液非常有效。或者,可以使用加压空气或喷雾系统来管理热量,同样重要的是,清除可能粘住并划伤柔软表面的切屑。
支柱 3:优化的速度和进给量
总体方法是使用高切削速度结合受控的进给率。高主轴速度有助于确保干净的剪切,而适中的进给率可以防止产生可能使零件变形的过度刀具压力。
找到正确的平衡是获得良好表面光洁度而又不产生过多热量的关键。
支柱 4:安全、低压的工件夹持
夹具必须专门为PTFE设计。使用能够支撑零件大表面积的夹具,以均匀分布夹紧压力。
避免过度拧紧虎钳或卡盘。目标是使零件固定得足够牢固以抵抗切削力,但又足够轻柔,以避免任何变形。
应力消除(退火)的关键作用
退火是将材料加热到特定温度然后缓慢冷却的过程。对于严格公差的PTFE零件来说,这不是一个可选择的步骤。
加工前退火
在加工前对原材料PTFE进行退火对于稳定材料至关重要。此过程可释放制造过程中产生的内部应力,从而提供一个更可预测、尺寸更稳定的工件作为起点。
加工后退火
粗加工后,可以进行第二次退火循环,以消除切削过程引起的应力。这对于具有复杂几何形状或极严格公差的零件尤其重要,因为它确保最终零件不会随着时间的推移而翘曲或改变尺寸。
了解权衡和局限性
即使采用完美的技术,也必须承认材料的固有局限性。
固有的材料不稳定性
由于其高热膨胀率和在载荷下缓慢变形的应力蠕变倾向,与钢或PEEK等材料相比,PTFE不适合需要绝对长期尺寸稳定性的部件。公差必须设定得切合实际。
较低的机械强度
与尼龙或Delrin等其他工程聚合物相比,PTFE的拉伸和压缩强度相对较低。选择它是为了其润滑性和耐化学性,而不是其机械强度。
安全和烟雾产生
一个关键的安全考虑是,当PTFE暴露在高于500°F (260°C)的温度下时,会产生有毒烟雾。必须控制加工过程,确保温度远低于此阈值。
您的下一个PTFE项目的实用清单
使用这些指南,将您的加工策略与您的主要目标相匹配。
- 如果您的主要重点是最终的精度和稳定性:您必须在过程中加入加工前和加工后的退火循环。
- 如果您的主要重点是出色的表面光洁度:优先使用具有高正前角的极其锋利的刀具,并使用一致的大量或喷雾冷却液立即清除切屑。
- 如果您的主要重点是防止零件变形:设计专业的、低夹紧力的夹具,并通过使用锋利的刀具和受控的进给率来最小化刀具压力。
掌握这些原则可以将PTFE从一种具有挑战性的材料转变为高性能应用中可预测且可靠的组件。
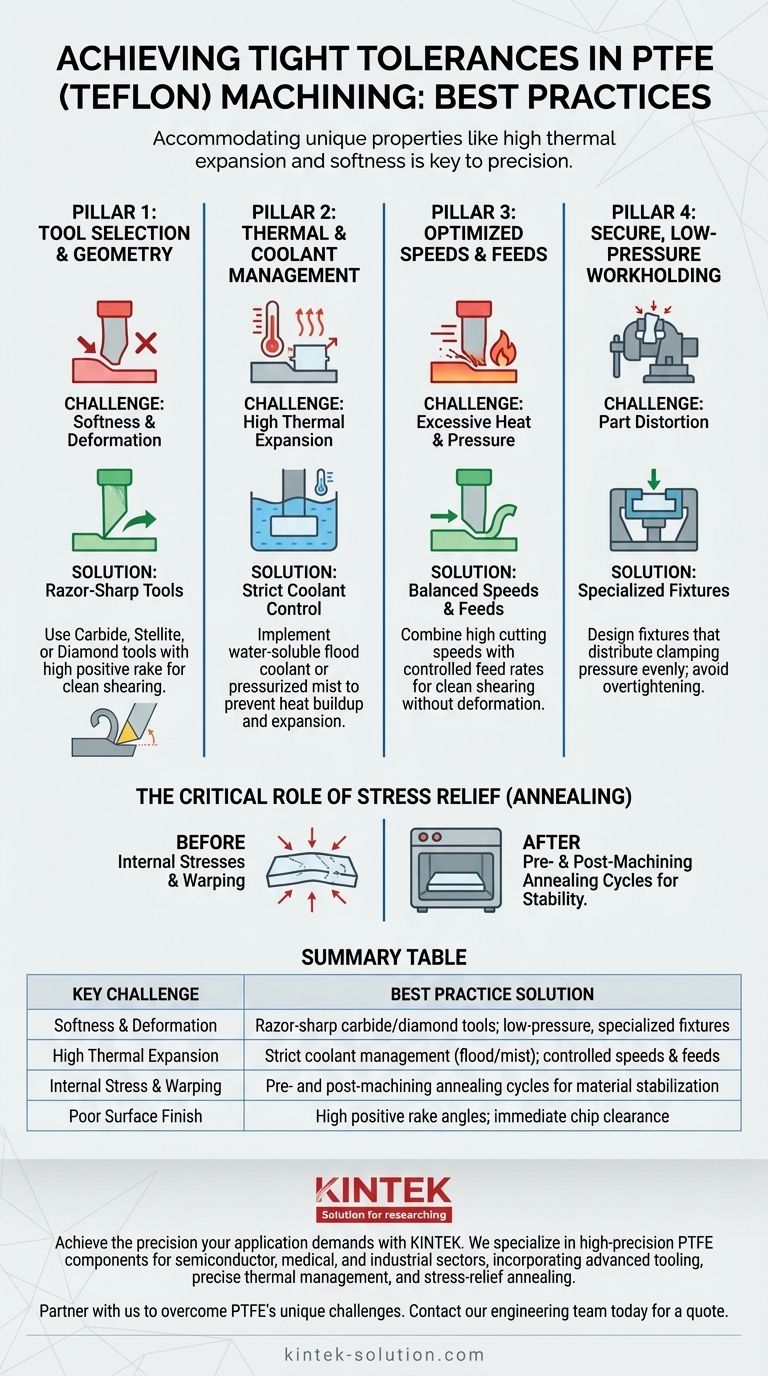
总结表:
| 关键挑战 | 最佳实践解决方案 |
|---|---|
| 柔软性与变形 | 刀刃般锋利的硬质合金/金刚石刀具;低压、专业夹具 |
| 高热膨胀 | 严格的冷却液管理(大量/喷雾);受控的速度和进给量 |
| 内部应力和翘曲 | 加工前和加工后的退火循环以稳定材料 |
| 表面光洁度差 | 高正前角;立即清除切屑以防止划伤 |
使用 KINTEK 实现您的应用所需的精度。
将PTFE加工到严格的公差范围内需要专业的专业知识和对细节的细致关注——这正是我们所提供的。在 KINTEK,我们为半导体、医疗、实验室和工业部门制造高精度的PTFE组件(密封件、衬垫、实验室用品等)。我们的流程结合了此处概述的关键最佳实践,包括先进的刀具、精确的热管理和应力消除退火,以确保您的零件符合精确的规格并可靠地运行。
无论您需要原型制作还是大批量生产,我们都与您合作,克服PTFE的独特挑战。让我们讨论您的项目要求以及我们如何交付您所需的精度。
图解指南
相关产品
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 可定制聚四氟乙烯 PTFE 反应釜及耐腐蚀特氟龙烧瓶
- 实验室化学搅拌用耐腐聚四氟乙烯分散盘与高温螺旋搅拌桨
- 定制PTFE特氟龙球,适用于先进的工业应用
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求



















