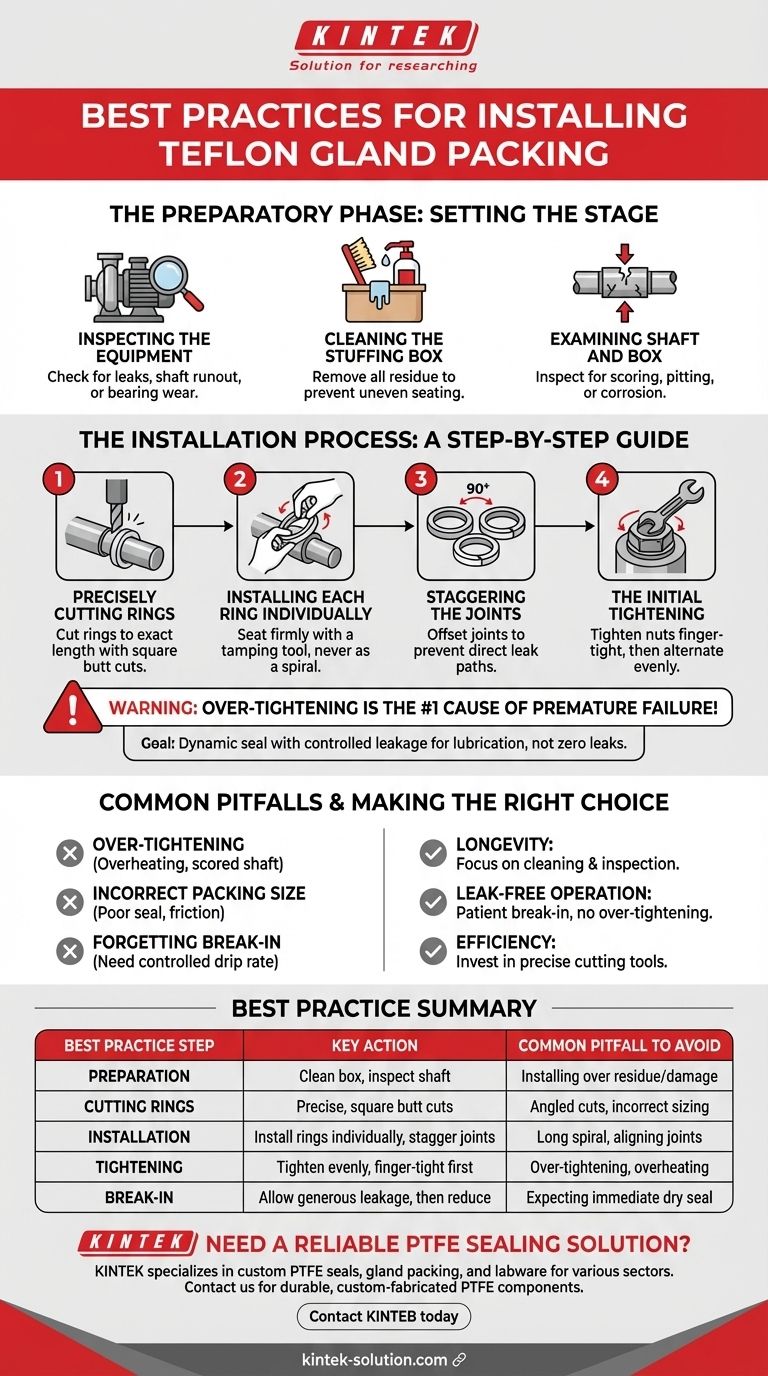
安装特氟龙填料的最佳实践是一个精确、有条不紊的过程,重点在于清洁度和正确的压缩。它包括仔细清洁填料函、准确切割每个填料环、逐个安装并交错接头,以及仅将压盖螺母拧紧到足以控制泄漏而不会勒紧轴的程度。
填料安装的首要目标不是通过蛮力完全消除泄漏,而是创建一个动态密封,允许最小的、受控的泄漏以进行润滑。过度拧紧是填料和设备过早失效的最常见原因。
准备阶段:为成功奠定基础
适当的准备工作占成功安装的一半以上。跳过这些步骤会确保即使是最高质量的填料也会过早失效。
### 检查设备
在拆下旧填料之前,仔细检查泵或阀门。检查是否有任何现有泄漏、轴跳动或轴承磨损。新填料无法解决潜在的机械问题。
### 彻底清洁填料函
拆下旧填料后,必须完全清洁填料函和轴。任何残留的残留物、水垢或砂砾都会导致新填料安装不均匀,并可能划伤轴。
### 检查轴和填料函的状况
检查轴或阀杆是否有划痕、点蚀或腐蚀。损坏的表面会很快磨损新填料。同样,检查填料函内部是否有任何可能影响密封的磨损或损坏。

安装过程:分步指南
安装本身的精确性和耐心至关重要。仓促进行此阶段会导致返工和不必要的停机时间。
### 精确切割填料环
每个填料环的长度必须精确切割。使用专用的填料切割器和与轴直径完全相同的芯轴,以确保切割干净、方正的对接。对于大多数应用,不建议使用斜切或“斜接”切割。
### 单独安装每个环
切勿将填料作为一个长螺旋安装。每个预切环必须单独安装。通过扭转动作打开环以避免损坏其结构,将其套在轴上,并使用压实工具或分体衬套将其牢固地固定在填料函底部。
### 交错环接头
逐个安装后续的环,确保每个新环的接头与前一个环的接头至少错开 90 度。这种交错排列可防止沿轴形成直接的泄漏路径。
### 初始拧紧顺序
安装最后一个环后,均匀地放下压盖螺母。首先将螺母拧紧至用手指感觉紧。然后,使用扳手每次将每个螺母拧紧一到两个平面,交替进行,以确保压盖与填料函表面保持平行。
应避免的常见陷阱
持久密封与快速失效之间的区别通常取决于是否避免了几个常见的错误。
### 过度拧紧的危险
这是最关键的错误。过度压缩会阻止填料接收工艺流体提供的必要润滑,导致其过热和硬化。这会导致填料表面釉化、轴划伤,并最终导致灾难性泄漏。
### 使用尺寸不正确的填料
使用横截面太小的填料将无法实现适当的密封。过大的填料安装困难,压缩后会产生过多的摩擦和热量。
### 忘记磨合期
新安装的填料需要一个短暂的磨合期。启动设备并允许较大的泄漏率。在最初一小时的操作中,每隔很短的增量(例如,六分之一圈)逐渐拧紧压盖螺母,直到泄漏减少到适合润滑的受控滴漏速率。
根据您的目标做出正确的选择
您可以根据设备的主要目标来微调您的安装方法。
- 如果您的主要重点是最大程度地延长设备寿命: 在开始之前,优先彻底清洁和仔细检查轴和填料函。
- 如果您的主要重点是无泄漏运行: 在启动时抵制过度拧紧的冲动;相反,致力于耐心的磨合和调整期,以达到稳定、最小的滴漏率。
- 如果您的主要重点是运行效率: 投资于精确的切割工具和定径芯轴,以确保每个环都完美无缺,从而实现每次都更快、更可靠的安装。
最终,成功的安装将特氟龙填料从一个简单的组件转变为高性能、可靠的密封系统。
摘要表:
| 最佳实践步骤 | 关键操作 | 应避免的常见陷阱 |
|---|---|---|
| 准备 | 彻底清洁填料函并检查轴是否有损坏。 | 在旧残留物或有划痕的轴上安装填料。 |
| 切割环 | 使用芯轴和切割器进行精确的方正对接切割。 | 使用斜切或不正确的尺寸。 |
| 安装 | 单独安装环,接头错开 90 度以上。 | 将它们作为一个长螺旋安装或对齐接头。 |
| 拧紧 | 均匀、逐步地拧紧压盖螺母,从指紧开始。 | 过度拧紧,导致过热和失效。 |
| 磨合 | 启动时允许大量泄漏,然后逐渐减少到滴漏。 | 期望立即实现完全干燥的密封。 |
需要可靠的 PTFE 密封解决方案?
正确的安装至关重要,但这始于高质量、精密制造的 PTFE 组件。KINTEK 专注于半导体、医疗、实验室和工业领域的定制 PTFE 密封件、填料和实验室用品。无论您需要原型还是大批量订单,我们对精度的承诺都确保了完美的贴合和卓越的性能。
立即联系 KINTEB 讨论您的具体应用,并获取耐用、定制 PTFE 组件的报价。
图解指南
相关产品
- 用于先进科学和工业用途的定制聚四氟乙烯容量瓶
- PTFE小型反应瓶 耐腐蚀特氟龙样品消解罐 一体成型氟聚合物储存容器
- 定制高纯度PTFE储存桶,带耐腐蚀螺纹密封盖及低背景特性 15L
- 定制PTFE广口试剂反应瓶 耐腐蚀耐高温大容量直身实验室容器
- 耐腐蚀聚四氟乙烯小型试剂瓶 不粘生物制药样品储存容器 易清洁特氟龙容器



















