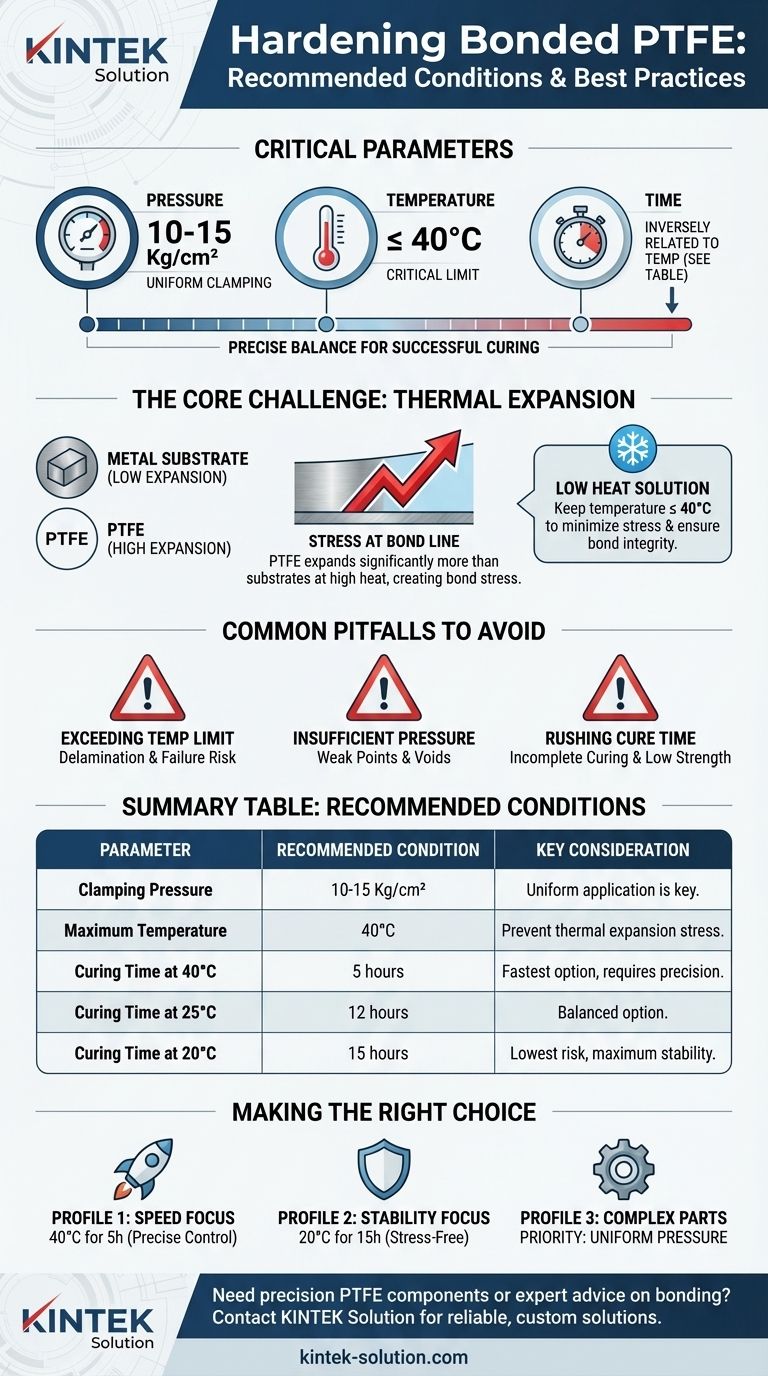
要成功硬化粘接的PTFE,您必须精确平衡温度、压力和时间。推荐的夹紧压力为10-15 Kg/cm²,固化温度不得超过40°C。硬化时间与温度成反比,在40°C下需要5小时,在25°C下需要12小时,在20°C下需要15小时。
硬化粘接PTFE的核心挑战不仅仅是固化粘合剂,而是要控制材料的高热膨胀率。成功的关键在于使用较低的温度和恒定的压力来形成牢固、无应力的粘接,从而避免日后出现故障。
硬化的关键参数
为了实现可靠的粘接,必须仔细控制每个参数。这些变量协同工作,确保粘合剂完全固化,同时不影响装配的完整性。
温度控制不容妥协
最关键的规则是将固化温度保持在40°C或以下。
这个严格的限制是必要的,因为PTFE的热膨胀系数远高于其通常粘接的材料(如金属)。超过此温度会导致PTFE比其基材膨胀得多,从而在粘接线处产生巨大应力,可能导致立即或未来的失效。
恒定夹紧压力的作用
必须在整个粘接表面均匀施加恒定的10-15 Kg/cm²的夹紧压力。
此压力确保PTFE、粘合剂和基材之间紧密接触。如果没有它,您可能会出现粘接处的空隙或间隙,从而形成薄弱点,影响最终装配的强度和可靠性。
时间和温度的关系
固化时间直接取决于您选择的温度。提供的指南创建了一个固化曲线:
- 在20°C (68°F)时: 15小时
- 在25°C (77°F)时: 12小时
- 在40°C (104°F)时: 5小时
较低的温度需要更长的时间才能使粘合剂完全交联并达到最大强度。虽然较高的温度会加速固化,但也会使您更接近临界热膨胀阈值。

理解核心挑战:PTFE的特性
严格的硬化参数是PTFE固有物理特性的直接结果。理解这一背景是避免工艺失败的关键。
为什么热膨胀很重要
将粘接线想象成拔河比赛。当您加热装配体时,PTFE会迅速膨胀,而金属基材膨胀缓慢。这种不匹配会从相反的方向拉扯粘合剂层。
通过保持低温,您可以最大限度地减少这种“拔河比赛”的强度,使粘合剂能够在低应力环境下固化。
PTFE加工的类比
控制粘接的这种对热的敏感性也决定了PTFE的加工方式。机械加工人员必须使用低切削速度和冷却剂来防止热量积聚。
加工过程中过多的热量会导致材料膨胀和变形,使精度变得不可能。这一原理强调了低温固化对于保持尺寸稳定性和粘接完整性的重要性。
应避免的常见陷阱
偏离推荐参数可能导致粘接失败。这些是最常见的错误。
超过温度限制
这是最常见的失效原因。它会产生过度的内部应力,可能在冷却阶段导致粘接层分层,或者更糟的是,产生在工作负载下会失效的潜在缺陷。
压力不足或不均匀
施加的压力太小或不均匀会导致粘接不完全。接触不良的区域将无法粘合,形成可能随时间剥落或分离的薄弱点。
仓促固化时间
缩短硬化时间,即使粘接摸起来很牢固,也是一个关键错误。粘合剂尚未完全固化,这意味着它缺乏规定的耐化学性和机械强度。
根据您的目标做出正确的选择
使用您项目的主要驱动因素来选择最佳的固化方案。
- 如果您的主要重点是速度: 在最高允许温度40°C下固化5小时,但要确保您的设备提供精确稳定的温度控制。
- 如果您的主要重点是最大稳定性和最小风险: 在较低的环境温度下(如20°C下固化15小时),以形成尽可能无应力的粘接。
- 如果您正在粘接大型或复杂的几何形状: 均匀的压力分布应高于一切,因为这是非均匀部件最常见的失效点。
掌握这些受控条件可确保您利用PTFE的卓越性能,而不会受制于其加工挑战。
摘要表:
| 参数 | 推荐条件 | 关键考虑因素 |
|---|---|---|
| 夹紧压力 | 10-15 Kg/cm² | 必须均匀施加在粘接表面上。 |
| 最高温度 | 40°C | 防止因PTFE高热膨胀而产生应力的关键。 |
| 40°C下的固化时间 | 5小时 | 最快选项,需要精确的温度控制。 |
| 25°C下的固化时间 | 12小时 | 适用于许多应用的一种平衡选项。 |
| 20°C下的固化时间 | 15小时 | 风险最低,形成最无应力的粘接。 |
需要精密PTFE组件或有关粘接过程的专家建议?
在KINTEK,我们为半导体、医疗和工业领域制造高质量的PTFE密封件、衬里和实验室用品。我们在定制制造方面的专业知识——从原型到大批量订单——确保您的组件在设计和生产时满足最苛刻的规格,包括成功的粘接应用。
立即联系我们的专家,讨论我们如何用可靠的PTFE解决方案支持您的项目。
图解指南
相关产品
- 适用于高温加热板应用的定制加厚PTFE实验室烧杯
- 定制加厚PTFE烧杯 高温电热板加热 实验室氟聚合物容器 耐化学腐蚀 消解烧杯
- 用于腐蚀性生化加工的可定制高温系统PTFE冷凝回流和气体收集装置
- 可定制PTFE防烫隔热套与热板支撑脚 实验室台面保护热障
- 可定制耐高温抗静电PTFE绝缘垫片 阻燃防腐蚀工业密封件



















