在加工 PTFE 时,夹具设计中最重要的考虑因素是在绝对最小的夹紧压力下实现绝对的稳定性。由于聚四氟乙烯(PTFE)极其柔软且热膨胀率高,夹具的主要任务是全面支撑工件,同时避免在加工过程中因加热而将其压碎、变形或约束。
您夹持 PTFE 的方法必须从简单的夹紧转变为全面的支撑。目标不是用力量固定材料,而是创建一个稳定的“摇篮”,防止工具接触零件的那一刻发生振动和变形。
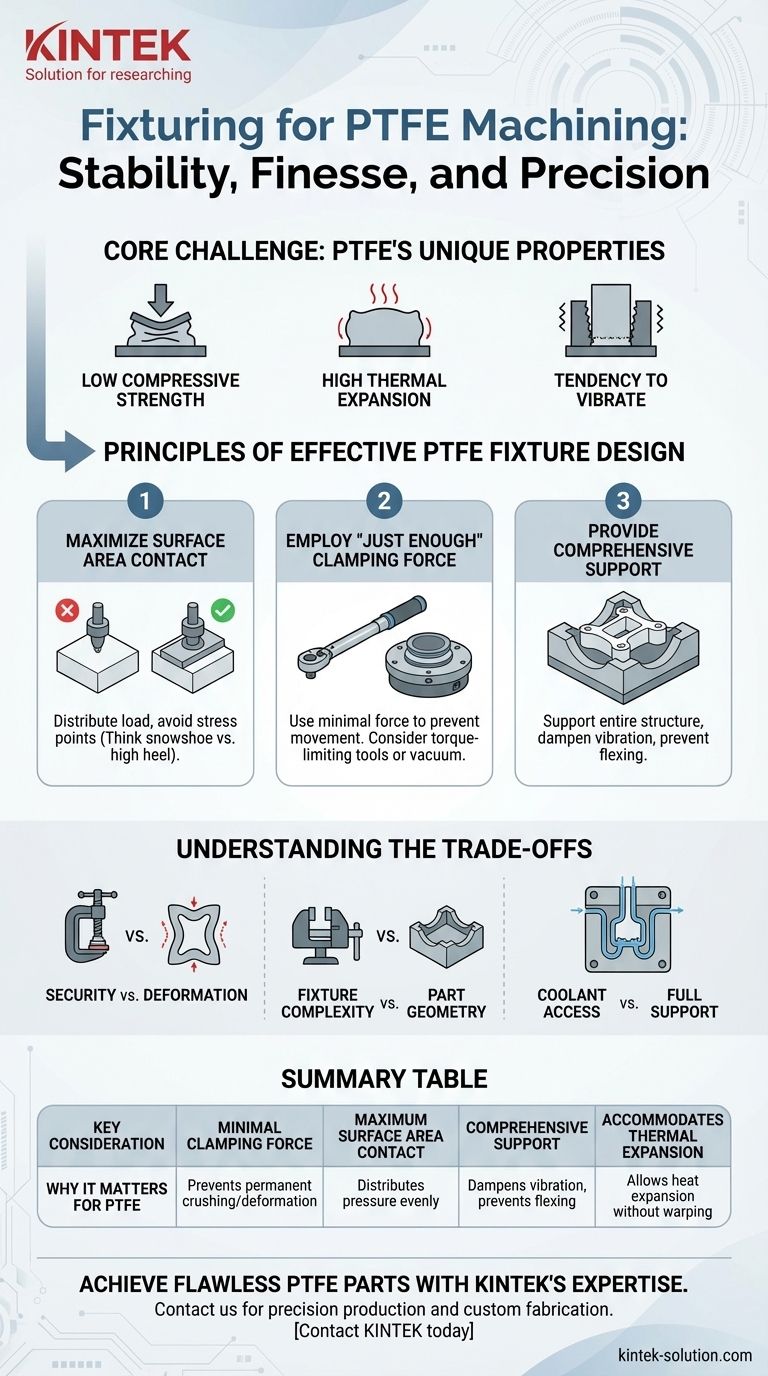
核心挑战:PTFE 的独特性能
要设计出有效的夹具,您必须首先了解材料的行为。PTFE 与金属甚至大多数其他塑料都不同,其特性直接决定了夹持策略。
低抗压强度
PTFE 非常柔软,且“记忆性”很差。施加集中力,例如来自标准虎钳卡爪或尖锐夹具的力,很容易使材料变形或压碎。
这种变形通常是永久性的,会导致零件尺寸不合格和材料报废。
高热膨胀率
PTFE 随温度变化而膨胀和收缩的程度远高于大多数材料。切削刀具产生的摩擦会产生显著的局部热量,导致零件膨胀。
如果一个刚性夹具限制了这种自然膨胀,材料将会弯曲、翘曲或鼓胀,从而破坏尺寸精度。
易振动性
材料的柔软性和低弹性模量意味着如果支撑不当,它在切削过程中很容易产生颤振或振动。
这种振动会导致表面光洁度差、尺寸不准确,甚至可能导致刀具“抓住”材料。

有效 PTFE 夹具设计原则
一个成功的夹具应以精细的方式对待 PTFE 工件,引导它完成加工过程,而不是强行固定。
最大化接触表面积
不惜一切代价避免尖锐的夹紧点。相反,应使用将负载分散到尽可能大表面积上的夹具。
想象一下雪地中的雪鞋与高跟鞋的区别。宽而平的卡爪、定制加工的软卡爪或全接触式凹槽可以防止夹具留下痕迹或使零件变形。
采用“恰到好处”的夹紧力
目标是仅使用防止工件移动所需的力。任何多余的力都是一个隐患。
考虑使用扭矩限制扳手来实现可重复的、最小的夹紧压力。对于高度精密的零件,真空吸盘可以提供出色的稳定性,且几乎没有压缩力。
提供全面的支撑
您的夹具应支撑零件的主体,而不仅仅是边缘。对于壁薄或几何形状复杂的零件,这一点是不可妥协的。
定制加工的“凹槽”或“支架”以匹配零件轮廓是理想的解决方案。它支撑整个结构,抑制振动,并防止任何部分在刀具压力下弯曲。
理解权衡
为 PTFE 设计夹具涉及平衡相互竞争的要求。认识到这些权衡是避免常见陷阱的关键。
安全性与变形
这是 PTFE 夹持中的核心冲突。确保零件牢固的愿望可能导致过度拧紧,从而引起变形。
解决方案始终是优先考虑更好的支撑而不是更高的夹紧力。如果零件移动,答案不是夹得更紧,而是改进夹具支撑整个工件的方式。
夹具复杂性与零件几何形状
一个简单、块状的 PTFE 零件可能只需要宽而平行的卡爪。一个精细的薄壁组件几乎肯定需要定制的凹槽夹具。
请准备好,夹具的设计和制造将成为项目成本和时间表的重要组成部分,尤其是在处理严格公差或复杂形状时。
冷却剂通道与全面支撑
虽然全面支撑是理想的,但夹具不得阻止冷却剂到达切削区域。热量是 PTFE 公差控制的主要敌人。
设计带有通道或支架的夹具,允许有效的冷却剂流动,同时仍提供必要的稳定性。通常使用加压空气或水溶性冷却剂。
为您的零件做出正确的选择
您的夹持策略应根据工件的具体要求和所需的公差量身定制。
- 如果您的主要重点是加工坚固、块状的零件: 您通常可以使用带有宽大软卡爪的高质量机用虎钳来实现均匀的压力分布。
- 如果您的主要重点是加工薄壁或精密的零件: 您必须投资于定制夹具,如凹槽、支架或真空吸盘,以在不造成变形的情况下提供全面支撑。
- 如果您的主要重点是保持严格的公差(每英寸 +/- .001"): 您的夹具必须极其稳定,并配合锋利的刀具、慢的进给速度和出色的温度控制。
最终,一个设计良好的夹具是所有其他成功 PTFE 加工方面得以实现的基础。
摘要表:
| 关键考虑因素 | 为什么它对 PTFE 很重要 |
|---|---|
| 最小夹紧力 | 防止压碎和永久性变形柔软的材料。 |
| 最大接触表面积 | 像雪鞋一样均匀分散压力,避免应力点。 |
| 全面支撑 | 抑制振动,防止薄壁或复杂零件弯曲。 |
| 适应热膨胀 | 允许零件因加工热量膨胀而不翘曲。 |
通过 KINTEK 的专业知识实现完美的 PTFE 零件
要根据精确的规格加工 PTFE,需要一个了解夹具设计微妙平衡的合作伙伴。在 KINTEK,我们专注于为半导体、医疗、实验室和工业领域制造高精度 PTFE 组件。我们的专业知识确保您的零件从原型到大批量生产都以稳定性和精细度的完美结合被夹持。
让我们将我们的精密制造和定制加工经验为您服务。立即联系 KINTEK 讨论您的项目并获取报价。
图解指南
相关产品
- 耐酸PTFE扣式电池测试夹具 可定制加工 高纯度电化学测试钳
- 定制 PFA 微柱架和 PTFE 机加工低背景耐腐蚀实验室夹具
- 定制聚四氟乙烯晶圆承载架 耐腐蚀耐高温 半导体多晶硅加工支架
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 耐腐蚀 PTFE 搅拌盘 化学分散板 350mm 直径 氟聚合物 搅拌机配件



















