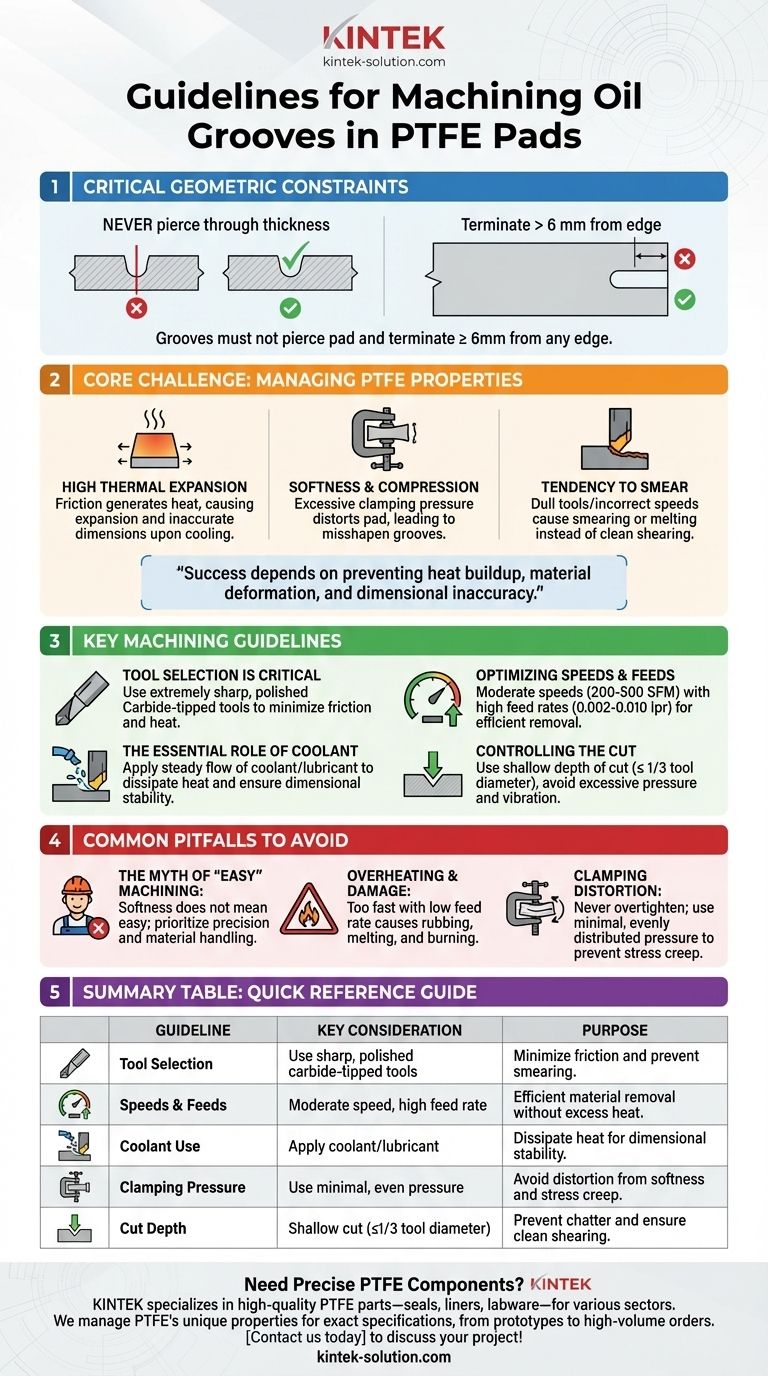
加工 PTFE 垫片上的油槽受少数关键的几何约束和对材料独特性能的深刻理解的约束。该过程类似于加工铸铁,但油槽绝对不能穿透垫片的厚度,并且必须与任何边缘保持至少 6 毫米的距离。虽然油槽的具体形状和深度是灵活的,取决于您的应用,但成功加工它需要特定的技术来管理 PTFE 的特性。
主要的挑战不在于油槽的几何形状,而在于在加工过程中控制 PTFE 本固有的柔软性和高热膨胀性。成功与否取决于使用正确的工具和技术来防止热量积聚、材料变形和尺寸不准确。
核心挑战:处理 PTFE 的特性
要有效地加工 PTFE,您必须围绕其基本特性来设计您的工艺,而不是与其特性背道而驰。它的柔软性使其易于切割,但其其他特性给精度带来了重大的挑战。
高热膨胀
PTFE 会随温度变化显著膨胀和收缩。切削刀具产生的摩擦会产生热量,这可能导致材料在切削过程中膨胀,一旦冷却,就会导致油槽尺寸不准确。
柔软性和压缩性
该材料很柔软,容易被压缩。过度的夹紧压力会使垫片变形,一旦释放压力,加工出的油槽就会变形。这种被称为应力蠕变的特性使得保持严格的公差变得困难。
涂抹倾向
如果切削刀具变钝或切削速度不正确,PTFE 会发生涂抹或熔化,而不是干净地剪切。这会导致表面光洁度差,并可能堵塞切削刀具。

PTFE 油槽的关键加工指南
遵循刀具、速度和工件处理的最佳实践对于获得精确和干净的结果至关重要。这些指南旨在减轻材料本身带来的挑战。
刀具选择至关重要
您的切削刀具必须极其锋利和抛光。强烈推荐使用硬质合金刀尖刀具,因为它们能更长时间地保持锋利的边缘,并且比高速钢 (HSS) 产生更少的热摩擦。光滑的刀具表面确保切屑容易排出。
优化速度和进给量
目标是在不产生过多热量的情况下有效去除材料。使用中等的切削速度(起始点是每分钟 200 到 500 英尺表面速度),并结合相对高的进给率(每转 0.002 到 0.010 英寸)。较高的进给率确保刀具不断切削新材料并有助于快速排出切屑。
冷却剂的基本作用
对于 PTFE 上的任何高热操作,强烈建议使用冷却剂或润滑剂。冷却剂的稳定流动会消散切削界面的热量,防止热膨胀并确保尺寸稳定性。
控制切削
使用较浅的切削深度,理想情况下不超过刀具直径的三分之一。避免过大的压力和振动,因为这些可能会导致柔软的材料颤振或变形,从而导致表面光洁度差。
应避免的常见陷阱
了解可能出错的地方与了解正确的程序同样重要。许多新手加工 PTFE 的机械师会犯可预测的错误,从而影响最终零件。
“易于”加工的神话
虽然 PTFE 柔软且不会引起明显的刀具磨损,但这并不意味着它易于精确加工。它的柔软性是主要挑战的根源:压力下的变形和难以实现干净的剪切。
过热和材料损坏
以低进给率运行刀具速度过快是一个常见的错误。这会导致刀具摩擦材料而不是切削材料,产生强烈的局部热量,可能熔化或烧焦 PTFE,从而损坏垫片。
夹紧变形
切勿将 PTFE 垫片在虎钳或夹具中拧得过紧。材料会压缩,释放零件后加工出的油槽将不符合其要求的尺寸。使用最少、均匀分布的夹紧压力。
为您的目标做出正确的选择
您的具体目标将决定您需要优先考虑工艺的哪个方面。
- 如果您的主要重点是尺寸精度: 优先考虑充分冷却剂的热管理,并使用最小的夹紧压力以防止垫片发生任何变形。
- 如果您的主要重点是干净的表面光洁度: 使用极其锋利、抛光的硬质合金刀具和高进给率,以确保材料干净地剪切而不是涂抹。
- 如果您正在设置新工艺: 从保守的切削速度开始,专注于有效的排屑,然后逐渐增加参数以找到适合您设备的最佳平衡点。
最终,成功的 PTFE 加工来自于通过仔细的准备和精确的执行来尊重材料的独特特性。
摘要表:
| 指南 | 关键考虑因素 | 目的 |
|---|---|---|
| 刀具选择 | 使用锋利、抛光的硬质合金刀尖刀具 | 最大限度地减少摩擦并防止材料涂抹 |
| 速度与进给量 | 中等速度(200-500 SFM),高进给率 | 在没有过多热量的情况下有效去除材料 |
| 冷却剂使用 | 切削过程中使用冷却剂/润滑剂 | 消散热量以保持尺寸稳定性 |
| 夹紧压力 | 使用最少、均匀的压力 | 避免因 PTFE 的柔软性和应力蠕变引起的变形 |
| 切削深度 | 浅切削(≤刀具直径的 1/3) | 防止颤振并确保干净剪切 |
需要精确、定制加工的 PTFE 组件吗?
在 KINTEK,我们专注于为半导体、医疗、实验室和工业部门制造高质量的 PTFE 零件——包括密封件、衬里和定制的实验室用品。我们在管理 PTFE 独特特性方面的专业知识确保您的组件按照精确的规格加工,避免热膨胀和变形等常见陷阱。
我们提供从原型到大批量订单的定制制造服务,优先考虑精度和耐用性。让我们为您处理 PTFE 加工的复杂性。
立即联系我们,讨论您的项目要求并获取报价!
图解指南
相关产品
- 用于食品、制药和化妆品混合的高纯度耐腐蚀 PTFE 分散盘和惰性搅拌桨
- PTFE 分散盘 食品化妆品级 不粘 耐腐蚀 大搅拌桨 定制叶轮
- 可定制聚四氟乙烯隔热板 耐高温耐腐蚀实验室支撑架 分层多层支架
- 耐高温 PTFE 隔热板 耐腐蚀 无金属 氟聚合物 支架 适用于超净实验室
- 耐腐蚀 PTFE 搅拌盘 化学分散板 350mm 直径 氟聚合物 搅拌机配件