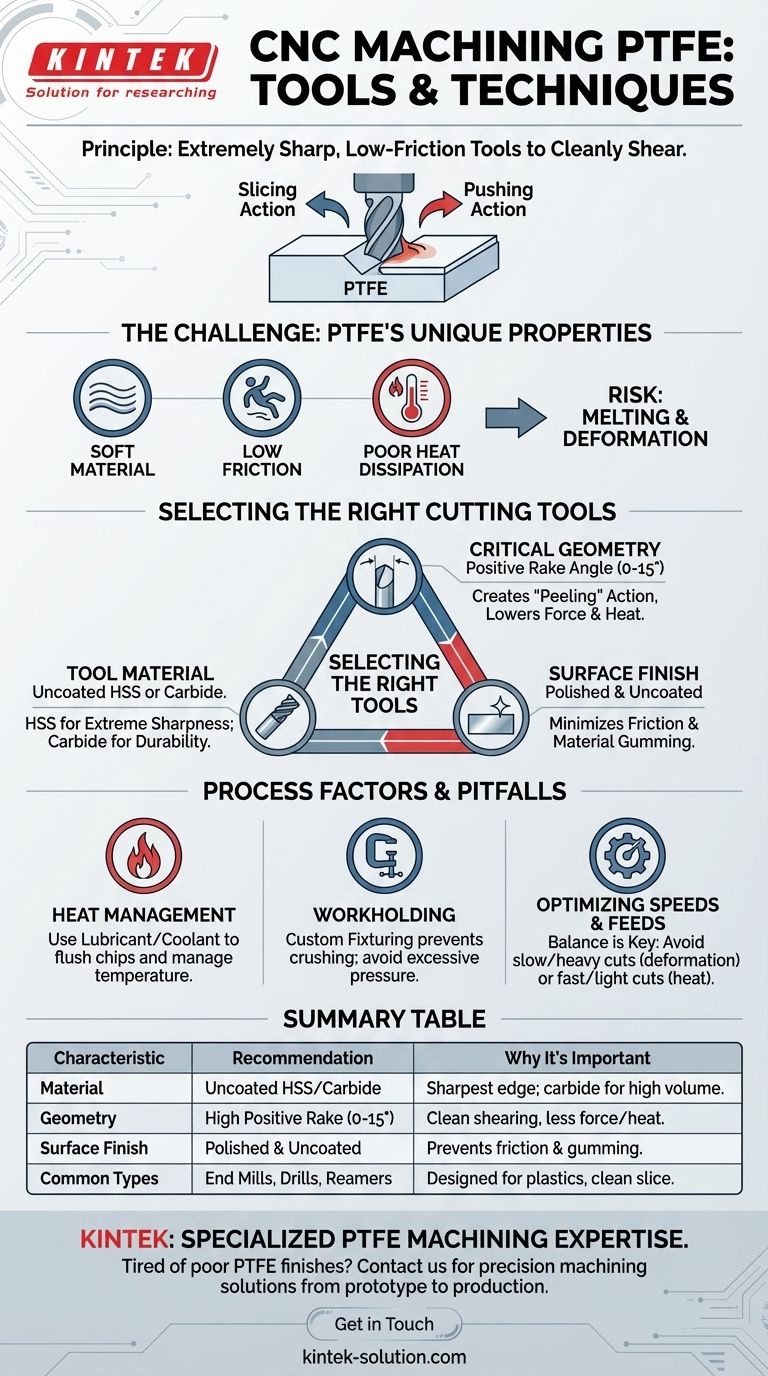
要成功加工PTFE,您需要具有极其锋利的刀刃、特定几何形状和低摩擦表面的切削工具。最常见和有效的工具是未涂层的高速钢(HSS)或硬质合金立铣刀、钻头和铰刀,它们具有高正前角,可以干净地剪切软材料而不是推挤它。
加工PTFE的核心原则不是使用最硬的工具,而是使用最锋利、最光滑的工具。成功取决于使用旨在以最小摩擦和热量生成来切割材料的工具,从而防止常见的加工尝试中出现的熔化和变形。
挑战:了解PTFE的独特性能
聚四氟乙烯(PTFE)与金属甚至大多数其他塑料都不同。正是其独特的特性使得专业工具成为必需。
PTFE行为不同的原因
PTFE异常柔软,摩擦系数非常低。它还具有较差的导热性,这意味着它不能很好地散热。
这种组合意味着切削工具产生的摩擦会迅速在局部区域积聚热量,这可能导致材料熔化、粘附在工具上,并导致表面光洁度差。
推挤与切割的风险
由于其柔软性,使用不够锋利或几何形状不正确的工具会导致材料变形并远离切削刃,而不是干净地剪切。
这会导致尺寸不准确、毛刺和最终零件变形。目标始终是干净的切削动作。

选择正确的切削工具
正确的工具选择围绕三个因素:工具的材料、其几何形状和其表面光洁度。
工具材料:高速钢或硬质合金
高速钢(HSS)和硬质合金工具都适用于PTFE。高速钢通常可以磨得更细、更锋利,这是一个显著的优势。
硬质合金或司太立合金尖端工具具有卓越的耐磨性,并能在更长的生产运行中保持其锋利度,但初始锋利度至关重要。
关键几何形状:正前角
最重要的几何特征是正前角,通常在0到15度之间。
正前角产生更锋利的“剥离”作用,将切屑从工件上抬起。这显著降低了切削力,最大程度地减少了热量积聚,并确保了更干净的切割。
表面光洁度:抛光和未涂层
工具的切削刃应高度抛光。这减少了与柔软PTFE的摩擦,进一步防止了热量产生和材料在工具上的积聚。
至关重要的是,首选未涂层工具。像氮化钛(TiN)这样的涂层,虽然对金属非常有效,但在切割PTFE等软聚合物时会增加摩擦。未涂层的抛光表面更光滑,产生的热量更少。
了解权衡和陷阱
切削工具只是等式的一部分。未能控制周围过程可能会破坏即使是最好的工具选择。
热管理不容忽视
即使使用正确的工具,高速和进给率也会产生破坏性热量。通常需要使用润滑剂或冷却剂来管理温度并帮助冲走切屑。
工件夹持可能损坏零件
PTFE的柔软性使其极易被标准机床虎钳或夹具压碎或变形。通常需要定制夹具来广泛支撑工件,而无需施加过大的压力,以保持尺寸稳定性。
优化切削速度和进给量
您必须优化主轴转速、进给率和切削深度。缓慢、重切削可能导致变形,而快速、轻切削可能产生过多的热量。通过测试找到正确的平衡对于获得高质量的表面光洁度和精确的尺寸至关重要。
根据您的目标做出正确选择
根据您需要实现的具体结果选择您的工具和方法。
- 如果您的主要重点是高精度和精细的表面光洁度:优先使用极其锋利、抛光的高速钢或硬质合金工具,具有高正前角并使用冷却剂。
- 如果您的主要重点是通用成形或粗加工:标准锋利硬质合金工具将起作用,但要监测是否有热量积聚或材料粘附的迹象。
- 如果您的主要重点是创建螺纹或孔:使用专门为塑料设计的钻头和丝锥,它们具有更宽的槽和锋利的切削刃,以防止撕裂。
通过选择能够干净切割并最大限度减少摩擦的工具,您可以将PTFE这种具有挑战性的材料变成可预测且可靠的组件。
总结表:
| 工具特性 | PTFE加工建议 | 重要性 |
|---|---|---|
| 材料 | 未涂层高速钢(HSS)或硬质合金 | 提供最锋利的刀刃;硬质合金在批量生产中提供更长的寿命。 |
| 几何形状 | 高正前角(0-15°) | 确保干净的剪切动作,减少切削力和热量。 |
| 表面光洁度 | 抛光和未涂层 | 最大限度地减少摩擦,防止热量积聚和材料粘附。 |
| 常见工具类型 | 立铣刀、钻头、铰刀 | 专为塑料设计,具有锋利的刀刃,可干净切割。 |
厌倦了熔化、变形或表面光洁度差的PTFE零件?
PTFE加工需要专业的知识和工具来克服其独特的挑战。在KINTEK,我们专注于为半导体、医疗、实验室和工业领域精密加工高性能PTFE组件。
我们深知,成功取决于使用最锋利的工具、最佳的几何形状和精确的工艺控制,以防止热量积聚并确保尺寸精度。让我们专业的知识指导您的项目,从原型到大批量生产。
立即联系KINTEB,讨论您的PTFE加工需求,并获取干净、精确、可靠组件的报价。
图解指南
相关产品
- 用于PM2.5分析的高纯度PTFE滤膜切割器,配备陶瓷刀片,可定制实验室滤纸分割器
- 定制PTFE刮铲与取样勺双用耐腐蚀低本底白色氟聚合物工具
- 用于痕量分析与洁净室实验室的高纯PTFE方形膜切割分样器
- 用于痕量分析和CDC实验室样品制备的带陶瓷刀片的高纯度PTFE圆形滤膜切割器
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求



















