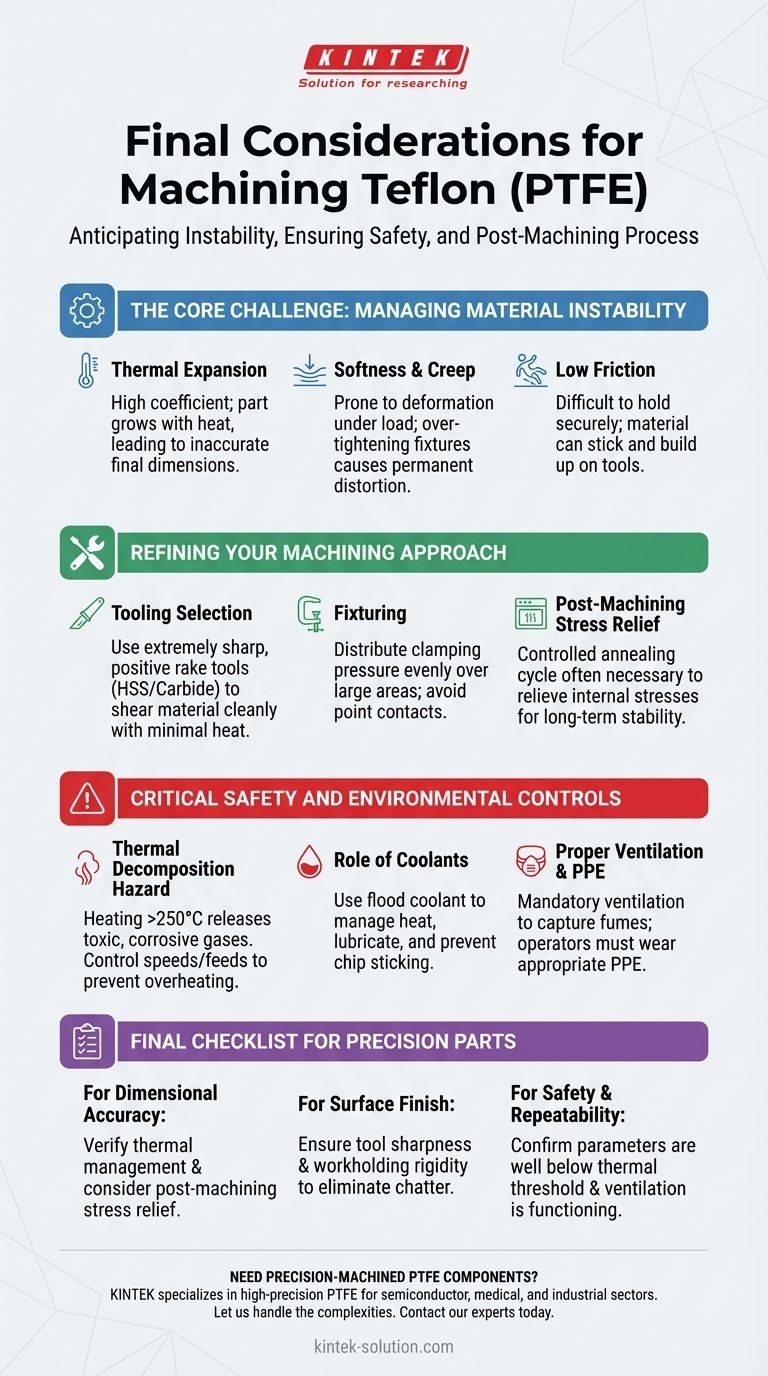
加工特氟龙 (PTFE) 时最重要的最后注意事项是预料到材料的不稳定性、实施严格的安全规程,以及通常需要进行后加工应力消除过程。成功加工特氟龙的关键不在于切割本身,而在于控制导致其变形、蠕变和释放有害烟雾的热力和物理力。
特氟龙的定义特性——柔软性、高热膨胀率和低摩擦力——也是其最大的加工挑战。掌握这种材料需要一种专注于最小化热量、在不引起变形的情况下固定工件,并将操作员安全置于首位以上的策略。
核心挑战:管理材料不稳定性
加工特氟龙与加工金属甚至其他塑料有着根本的不同。该材料的独特性能要求思维模式从激进的材料去除转变为温和、精确的成型,同时管理其固有的不稳定性。
热膨胀问题
特氟龙具有极高的热膨胀系数。这意味着即使温度发生微小变化,它也会显著膨胀和收缩。
切割过程产生的热量会导致零件膨胀,一旦冷却到环境温度,就会导致最终尺寸不准确。这是无法保持严格公差的主要原因。
柔软性、蠕变和变形
特氟龙非常柔软,容易发生应力蠕变,这意味着它在恒定载荷下会随着时间缓慢变形。
过度拧紧虎钳或夹具不仅会损坏表面,还可能使零件永久变形。这种柔软性也使其容易产生刀具振动,从而影响表面光洁度。
低摩擦的悖论
该材料著名的光滑特性使其难以在加工过程中牢固固定。这种低摩擦系数也可能导致材料粘附并积聚在切削刀具上,特别是如果刀具不够锋利时。

完善您的加工方法
为了应对特氟龙的固有挑战,您的最终策略必须侧重于专业刀具、仔细的工件夹持和后加工处理。
刀具选择不容妥协
您选择的切削刀具至关重要。目标是以最小的摩擦和热量产生来干净地剪切材料。
务必使用极其锋利的切削刃。高速钢 (HSS) 和硬质合金刀具都可以使用,但锋利度比材料更重要。刀具应具有正前角以产生切削作用。
对于钻孔等特定操作,请考虑使用专为软材料中高效排屑而设计的螺旋槽钻等专用刀具。
夹具的重要性
固定工件需要微妙的平衡。您必须将其固定得足够牢固以抵抗切削力,但又足够轻柔以避免变形。
使用具有大表面积的夹具来均匀分配夹紧压力。避免可能压入和使材料变形的点接触。
后加工应力消除
即使采用完美的工艺,加工也会在特氟龙零件中引入内部应力。对于需要严格公差和长期稳定性的应用,通常需要进行后加工退火或应力消除循环。
这涉及将零件在受控烤箱中加热到低于其熔点的特定温度,然后缓慢冷却,使材料的内部结构松弛到稳定的状态。
关键安全和环境控制
未能管理特氟龙的加工环境不仅仅是质量问题;它是一个严重的安全隐患。
热分解危险
将特氟龙加热到 250°C (482°F) 以上可能会导致其分解,释放出高毒性和腐蚀性气体。这些烟雾对健康构成重大风险。
绝对有必要控制切削速度和进给量以防止过热。切屑的颜色绝不能因热量而变色。
冷却液的作用
使用大量冷却液系统是管理热量、润滑切削并防止切屑粘附在刀具上的有效方法。
如果干式加工,您必须使用更保守的切削参数,并有高效排屑的系统以防止热量积聚。
适当的通风和个人防护装备 (PPE)
强制要求使用强大的通风系统,以便在源头捕获任何潜在的烟雾。操作员应始终佩戴适当的个人防护装备 (PPE),包括安全眼镜。
精密特氟龙零件最终检查清单
为确保您的工艺取得成功,请根据您的主要目标调整最终审查。
- 如果您的主要重点是尺寸精度: 您的最终检查必须关注热量管理,确保您的冷却液有效,并考虑进行后加工应力消除循环。
- 如果您的主要重点是表面光洁度: 您的最终检查必须关注切削刀具的锋利度和工件夹持的刚性,以消除振动。
- 如果您的主要重点是安全性和可重复性: 您的最终检查必须验证切削参数远低于热分解阈值,并且所有通风系统都能完美运行。
最终,成功加工特氟龙来自于尊重材料的特性而不是与之对抗。
摘要表:
| 关键注意事项 | 重要性 |
|---|---|
| 热膨胀 | 防止零件冷却时出现尺寸不准确。 |
| 锋利的刀具 | 确保切削干净,最大限度地减少热量,防止材料堆积。 |
| 轻柔的夹持 | 避免因夹紧压力造成零件永久变形。 |
| 安全规程 | 减轻材料过热 (>250°C/482°F) 时释放有毒烟雾的风险。 |
| 后加工应力消除 | 释放内部应力,实现长期尺寸稳定性。 |
需要精密加工的 PTFE 组件?
根据精确规格加工特氟龙需要专业知识和专业工艺。KINTEK 为半导体、医疗、实验室和工业领域制造高精度 PTFE 组件——包括密封件、衬里和定制实验室用品。
我们优先考虑精密生产,并为您管理热膨胀、应力消除和安全等关键考虑因素,从原型到大批量订单。
让我们来处理复杂问题。立即联系我们的专家,讨论您的项目要求。
图解指南
相关产品
- PTFE小型反应瓶 耐腐蚀特氟龙样品消解罐 一体成型氟聚合物储存容器
- 可定制聚四氟乙烯 PTFE 反应釜及耐腐蚀特氟龙烧瓶
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 定制PTFE特氟龙球,适用于先进的工业应用
- 耐腐蚀聚四氟乙烯小型反应瓶 一体成型特氟龙样品储槽



















