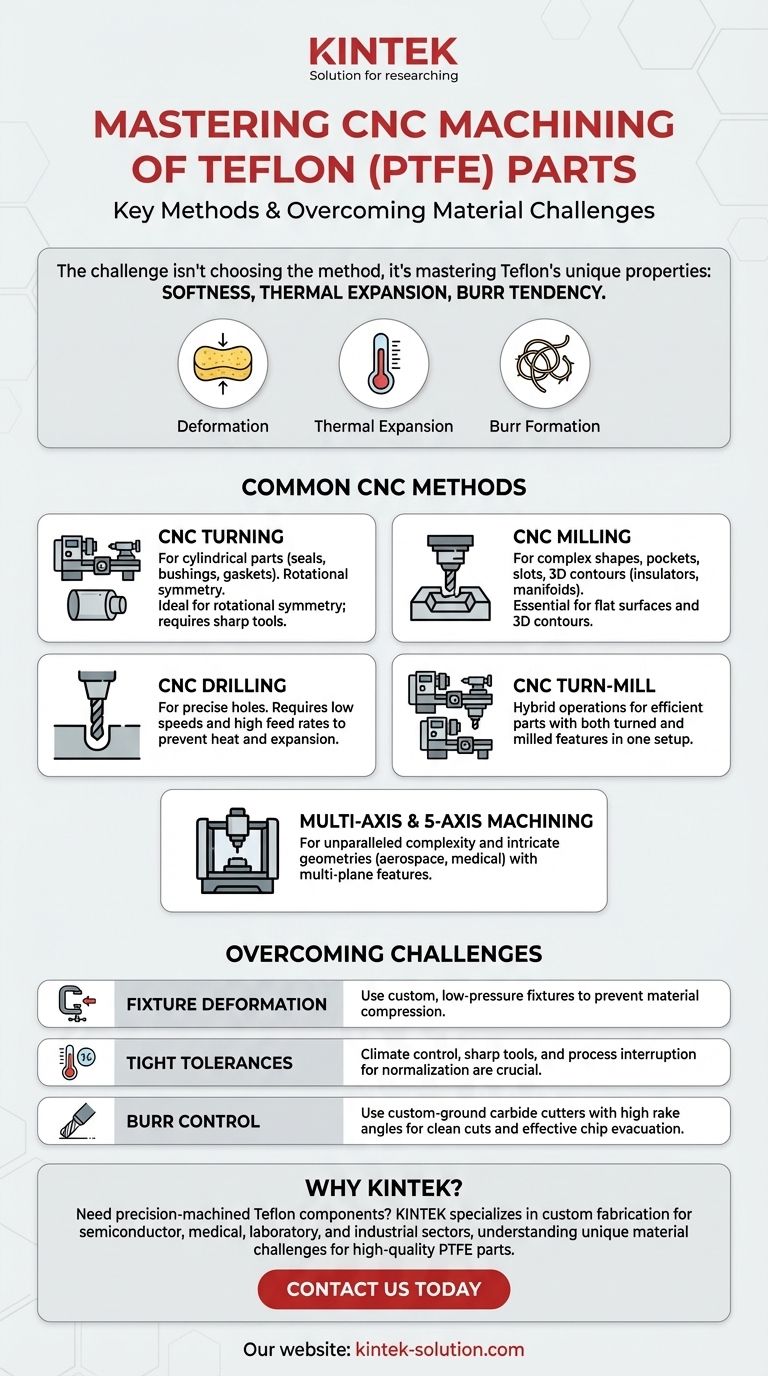
特氟龙的主要CNC加工方法包括CNC车削、铣削、钻孔、走心式车铣和多轴加工。每种技术都是根据最终零件所需的几何形状来选择的,从简单的圆柱形密封件到用于航空航天或医疗应用的高度复杂的组件。然而,成功加工特氟龙在很大程度上取决于如何管理材料的独特性能,而不是加工方法本身。
挑战不在于在车削和铣削之间做出选择;而在于掌握如何将这些标准方法应用于一种独特的柔软、受热膨胀显著且在压力下易变形的材料。
为什么特氟龙需要专门的方法
在选择加工方法之前,您必须了解材料的行为。特氟龙(PTFE)与加工铝或钢不同;其特性决定了工艺中的每一个决策。
柔软度的影响
特氟龙固有的柔软性和低摩擦性使其容易在夹具或固定装置的压力下变形。过度拧紧很容易毁坏零件的最终尺寸。
热膨胀的挑战
PTFE的热膨胀系数非常高。切削工具产生的少量热量都可能导致材料膨胀,使得保持严格公差变得极其困难。
易产生毛刺的倾向
特氟龙不像金属那样产生干净的切屑,而是倾向于产生细长、粘稠的切屑,并在切削边缘形成毛刺。这需要极其锋利的刀具和特定的切削参数才能获得干净的表面。

常见CNC方法的细分
每种CNC方法都适用于创建不同类型的几何形状。选择完全由最终零件设计驱动。
CNC车削:用于圆柱形零件
CNC车削用于具有旋转对称性的零件。特氟龙工件旋转时,固定的切削工具去除材料,非常适合制造密封件、垫圈、衬套和空心阀门组件。
CNC铣削:用于复杂形状和特征
在CNC铣削中,切削工具旋转并在固定的工件上移动。此方法用于在绝缘体、歧管和定制块等零件上创建平面、凹槽、槽口和复杂的三维轮廓。
CNC钻孔:用于精确孔
虽然这是铣床和车床的功能,但CNC钻孔在特氟龙上需要特别注意。低速和高进给率对于防止热量积聚至关重要,热量积聚会导致孔周围的材料膨胀,从而影响尺寸精度。
CNC走心式车铣:用于高效的混合操作
走心式车铣机床在一个设置中结合了车削和铣削的功能。这对于同时具有圆柱特征和铣削细节的复杂零件非常高效,因为它减少了操作次数并提高了精度。
多轴和五轴加工:实现无与伦比的复杂性
对于最复杂的几何形状,带有凹槽或多个面特征的零件,多轴加工至关重要。五轴机床可以同时移动刀具和零件,从而能够以卓越的精度创建复杂的航空航天组件和医疗设备。
需要克服的关键挑战
成功加工特氟龙意味着直接应对其固有的材料挑战。忽视这些将导致零件报废和项目失败。
挑战 1:夹持过程中的变形
由于特氟龙非常柔软,标准的夹紧方法很容易压缩材料,导致在压力释放后最终零件不准确。通常需要定制的低压夹具。
挑战 2:保持严格的公差
热膨胀和应力蠕变的结合使得保持严格公差成为最大的挑战。这需要一个温控环境、锋利的刀具以最小化热量,并且通常需要一个加工、让零件静置和稳定、然后再进行最终精加工的工艺。
挑战 3:毛刺控制和切屑排出
不良的切屑控制和毛刺的形成会导致表面质量差。这是通过使用定制研磨的硬质合金刀具来管理的,这些刀具具有高前角和后角,专门设计用于干净地切削材料并有效地排出切屑。
为您的零件选择正确的方法
您的零件设计决定了最佳的加工策略。请使用以下指南做出明智的决定。
- 如果您的主要重点是密封件或衬套等圆柱形零件: CNC车削是最直接和最具成本效益的方法。
- 如果您的主要重点是具有平面、凹槽或非对称形状的零件: CNC铣削提供了实现这些特征所需的能力。
- 如果您的主要重点是具有复杂曲线或多个平面特征的零件: 必须使用多轴或五轴加工,以在不进行多次易出错的设置的情况下实现所需的精度。
- 如果您的主要重点是同时具有车削和铣削特征的零件的效率: 走心式车铣中心是组合操作和确保精度的理想选择。
最终,特氟龙加工的成功在于尊重材料的特性并调整标准加工工艺以适应它们。
摘要表:
| 加工方法 | 最适合 | 关键考虑因素 |
|---|---|---|
| CNC车削 | 圆柱形零件(密封件、衬套) | 适用于旋转对称性;需要锋利的刀具。 |
| CNC铣削 | 复杂形状、凹槽、槽口 | 平面和三维轮廓的必要条件。 |
| CNC钻孔 | 精确的孔 | 低速和高进给率以防止发热。 |
| 走心式车铣 | 混合零件(车削+铣削特征) | 在一个设置中提高效率和精度。 |
| 多轴(五轴) | 高度复杂的几何形状(航空航天、医疗) | 实现凹槽和多平面特征所必需的。 |
需要精密加工的特氟龙组件? 成功生产高质量的PTFE零件需要一个了解材料独特挑战的合作伙伴,从热膨胀到毛刺控制。KINTEK 专注于半导体、医疗、实验室和工业领域的 PTFE 组件(密封件、衬里、实验室用品等)的定制制造。我们将精密生产与专业知识相结合,处理从原型到大批量订单的所有事务。
立即联系我们 讨论您的项目并获取报价!
图解指南
相关产品
- 用于石化加工的高温特氟龙连续反应系统及耐氢氟酸三口烧瓶
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 耐高温 PTFE 漏勺,可定制孔径与孔数,适用于生化实验室,高纯度零析出特氟龙撇渣器



















