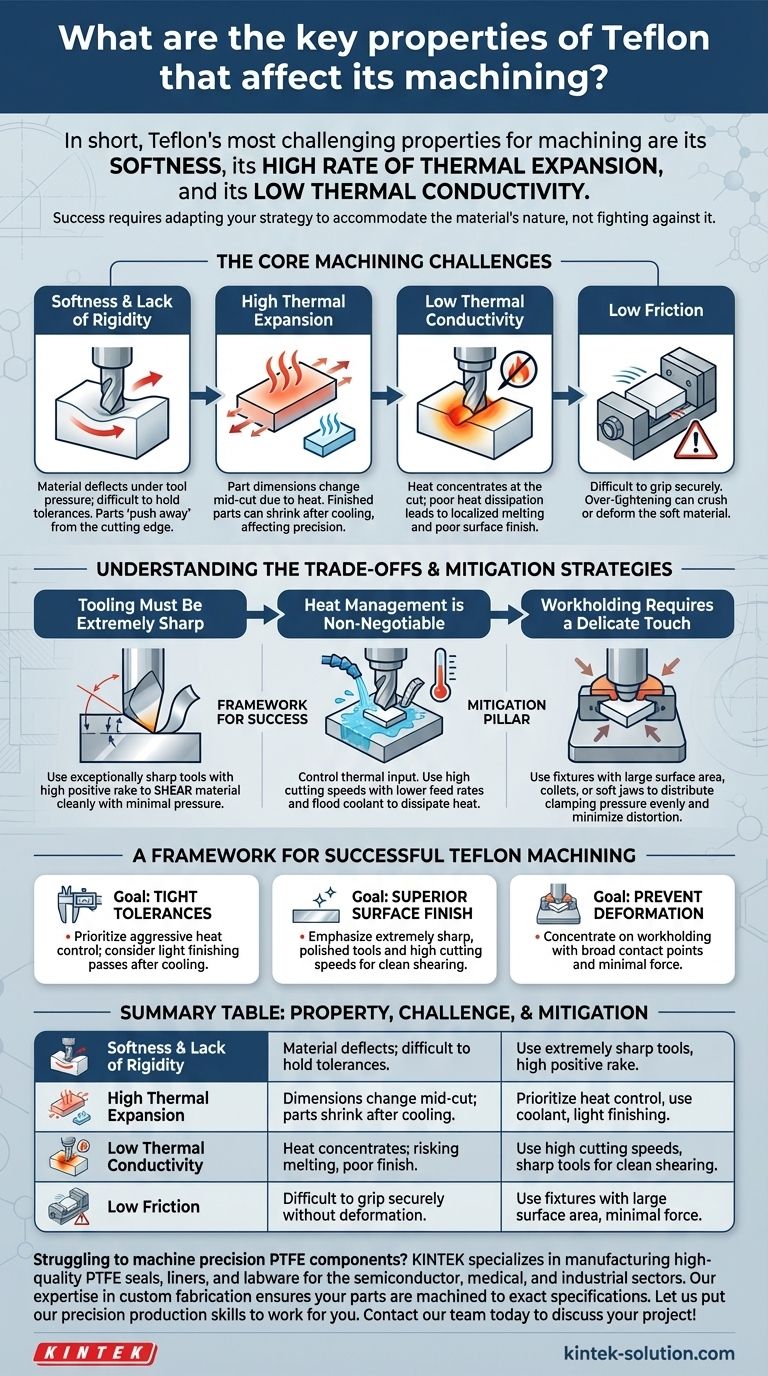
简而言之,特氟龙在加工中最具挑战性的特性是其柔软性、高热膨胀率和低导热性。虽然其化学惰性和低摩擦性受到青睐,但这三个特性要求在刀具、速度和工件夹持方面采取特定的方法才能实现精度。
加工特氟龙(PTFE)的核心挑战在于,其最理想的最终用途特性——如低摩擦和稳定性——与其抵抗传统加工技术的物理特性紧密相连。成功需要调整您的策略以适应材料的特性,而不是与之对抗。
核心加工挑战详解
要有效地加工特氟龙,必须了解其基本特性在切削工具下的实际表现。主要的困难不在于化学方面,而在于机械和热学方面。
柔软性和缺乏刚性
特氟龙是一种柔软的材料,肖氏硬度D约为57。它缺乏金属甚至许多其他工程塑料的刚性。
这种柔软性意味着材料在工具压力下容易发生偏转或变形,而不是干净地剪切。这使得保持严格的公差成为一项重大挑战,因为零件可能会简单地“推开”切削刃。
高热膨胀
特氟龙具有非常高的热膨胀系数。这意味着它在变热时会显著膨胀,在冷却时会收缩。
加工过程产生的摩擦不可避免地会产生热量。当工件受热时,它会膨胀,导致尺寸在切削过程中发生变化。当成品冷却时,它可能会收缩到比预期尺寸更小的尺寸。
低导热性
这一特性会加剧热膨胀问题。特氟龙是一种优良的绝缘体,不会快速散发热量。
切削点产生的热量会集中在该区域。这种局部加热加剧了热膨胀问题,甚至可能导致材料超过其较低的熔点(约327°C),从而产生粘稠的质地和不良的表面光洁度。
低摩擦:一把双刃剑
尽管特氟龙著名的低摩擦系数(相对于钢约为0.06)是其最终应用中的主要优点,但它在制造过程中也带来了挑战。
材料的滑动性使其难以在卡盘、虎钳或夹具中牢固夹持。为弥补这一点而过度拧紧,很容易压碎或使柔软的材料变形,从而导致尺寸不准确。

理解权衡与缓解措施
成功加工特氟龙需要一种完全侧重于缓解这些特性影响的策略。忽视这些特性会导致零件报废和挫败感。
刀具必须极其锋利
为了对抗材料的柔软性,您必须使用极其锋利的切削刀具,通常具有高的前角和显著的后角。
目标是以最小的压力干净地剪切材料。钝的或研磨不当的刀具会犁过材料,导致其撕裂、变形并积聚过多的热量。
热量管理是不可或缺的
由于特氟龙会积聚热量并膨胀,控制热输入至关重要。这可以通过多种因素的组合来实现。
以较低的进给速度配合较高的切削速度,有助于产生更小、更易于处理的切屑,从而带走热量。使用大量冷却液也可以有效防止工件积热,尽管切屑排出有时可能是一个问题。
工件夹持需要精细的操作
在不使其变形的情况下固定特氟龙是一项关键技能。简单地拧紧虎钳或卡盘的标准做法通常适得其反。
使用具有大接触面积的夹具,以均匀分布夹紧压力。对于车床,使用镗孔至工件确切直径的夹头或软卡爪可以提供牢固的夹持而不会引起明显的变形。
成功加工特氟龙的框架
您的方法应由您特定零件最关键的结果决定。根据您的主要目标调整您的策略。
- 如果您的主要重点是实现严格的公差: 优先使用冷却液进行积极的散热控制,并考虑在零件冷却和稳定后,留出少量材料进行非常轻微的精加工。
- 如果您的主要重点是卓越的表面光洁度: 强调使用极其锋利、抛光的刀具,具有高前角和高切削速度,以确保干净的剪切作用。
- 如果您的主要重点是防止零件变形: 专注于您的工件夹持策略,使用宽泛的接触点和最小的夹紧力来固定工件而不引入应力。
掌握特氟龙加工来自于理解和尊重其固有的特性,而不是试图强迫它像金属一样表现。
摘要表:
| 关键特性 | 加工挑战 | 缓解策略 |
|---|---|---|
| 柔软性与刚性不足 | 材料在工具压力下偏转;难以保持公差。 | 使用极其锋利的刀具和高正前角。 |
| 高热膨胀 | 由于热量,零件尺寸在切削过程中发生变化;冷却后零件收缩。 | 优先使用冷却液进行热量控制和轻微的精加工。 |
| 低导热性 | 热量集中在切削处,有熔化和表面光洁度差的风险。 | 使用高切削速度和锋利的刀具来干净地剪切材料。 |
| 低摩擦 | 难以牢固夹持而不使柔软的材料变形。 | 使用大接触面积的夹具和最小的夹紧力。 |
在加工精密 PTFE 组件时遇到困难? KINTEK 专注于为半导体、医疗和工业领域制造高质量的 PTFE 密封件、衬里和实验室用品。我们在定制制造方面的专业知识——从原型到大批量订单——确保您的零件按照精确的规格加工,克服特氟龙的独特挑战。让我们将我们的精密生产技能为您服务。立即联系我们的团队 讨论您的项目!
图解指南
相关产品
- PTFE小型反应瓶 耐腐蚀特氟龙样品消解罐 一体成型氟聚合物储存容器
- 可定制聚四氟乙烯 PTFE 反应釜及耐腐蚀特氟龙烧瓶
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 定制PTFE特氟龙球,适用于先进的工业应用
- 耐腐蚀聚四氟乙烯小型反应瓶 一体成型特氟龙样品储槽



















