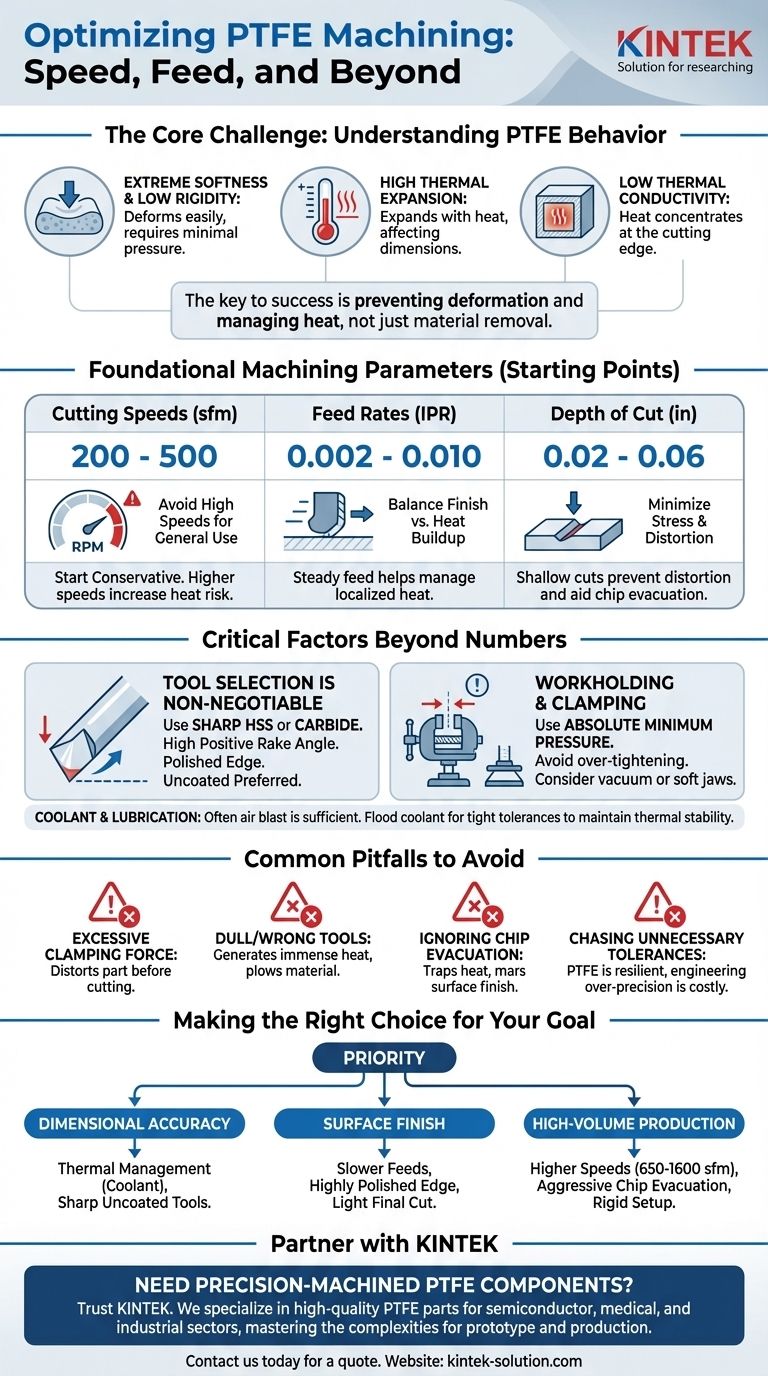
对于加工聚四氟乙烯(PTFE),最佳参数是切削速度在每分钟200到500表面英尺(sfm)之间,进给率在每转0.002到0.010英寸(IPR)之间。然而,这些数字只是一个起点。成功加工PTFE更多地取决于管理材料的独特性能,如其柔软性、低导热性和高热膨胀性,而不是特定的速度和进给量。
加工PTFE的核心挑战不是材料去除,而是防止变形和管理热量。成功取决于使用具有高前角且极其锋利的刀具,并施加最小的切削和夹紧压力以保持尺寸稳定性。
核心挑战:理解PTFE的行为
PTFE,俗称特氟龙(Teflon),与金属甚至其他塑料都不同。它的特性要求采用特定的加工方法。
极度柔软和低刚性
PTFE是一种极其柔软的材料,在压力下容易变形。来自夹紧或切削的任何过度力都会导致工件扭曲,使其无法保持严格的公差。
这种柔软性也意味着材料提供的阻力很小,如果设备设置不坚固且切削刀具不够锋利,可能会导致振动或“颤振”。
高热膨胀率
PTFE是聚合物中热膨胀系数最高的材料之一。切削摩擦产生的微小温度升高都会导致材料显著膨胀,从而使尺寸失准。
一旦零件冷却,它会收缩,导致最终零件尺寸偏小且超出公差。
低导热性
与将热量分散到整个工件的金属不同,PTFE是绝缘体。在切削刃处产生的热量会集中在那里。
这种局部热量会导致材料软化、变粘,并积聚在刀具刃口上,从而导致表面光洁度差和进一步的切削问题。

基础加工参数
虽然技术至关重要,但为机床设置提供坚实的基线是必不可少的第一步。应始终保守地开始,并根据结果进行调整。
切削速度:一种平衡行为
安全有效的切削速度起始范围是200至500 sfm(约60至150米/分钟)。
一些资料建议可以达到更高的速度(高达1600 sfm / 500米/分钟)。虽然PTFE的低摩擦特性可以适应这一点,但这会大大增加与热量相关问题的风险,并需要出色的排屑。对于一般用途,请坚持较低的范围。
进给率:控制热量和光洁度
推荐的起始进给率为0.002至0.010 IPR(约0.05至0.25毫米/转)。
这里存在一个关键的权衡。较慢的进给可以改善表面光洁度,但也会增加刀具在同一区域产生摩擦的时间。稍高、稳定的进给率可以帮助刀具在局部热量过度积聚之前移动开。
切削深度:最小化应力
保持浅的切削深度,通常在0.02至0.06英寸(0.5至1.5毫米)的范围内。
较深的切削会对柔性材料施加更大的应力,增加变形的可能性,并使切屑难以正确排出。
速度和进给之外的关键因素
您的刀具选择和设置对最终结果的影响比您输入机床的确切数字更大。
刀具选择不容妥协
最重要因素是切削刀具。使用具有非常锋利、抛光切削刃的高速钢(HSS)或硬质合金刀具。
刀具必须具有高正前角。这会产生一种剪切作用,干净地切开材料,而不是推或撕扯它。通常首选未涂层的刀具,因为某些涂层会增加摩擦和热量积聚。
冷却和润滑的争论
不总是需要冷却液,而且它可能是污染源。对于许多应用来说,简单的压缩空气吹扫就足以有效地将切屑从切削区域清除。
然而,对于需要非常严格公差的工作,大量冷却液对热稳定性至关重要。它在零件膨胀之前带走热量,从而保持尺寸精度。
工件夹持和夹紧压力
使用将工件牢固固定所需的绝对最小夹紧压力。过度拧紧虎钳是零件变形的最常见原因。
对于精细或复杂的几何形状,请考虑使用真空夹具或软爪来分散夹紧力,并在不压碎材料的情况下提供稳定性。
应避免的常见陷阱
加工PTFE时的错误通常与将其视为更坚硬的材料有关。
施加过大的夹紧力
这是头号错误。它会在您进行第一次切削之前就使零件变形,从而保证结果不准确。
使用钝的或错误磨削的刀具
不锋利或缺乏高正前角的刀具会犁过材料而不是切削它。这会产生巨大的热量,导致材料积聚在刀具上,并产生糟糕的表面光洁度。
忽视排屑
PTFE会产生长而易缠绕的切屑,它们可能会缠绕在刀具和工件上。这会积聚热量并可能损坏表面光洁度。连续吹扫空气或适当的冷却液流动对于清除这些切屑至关重要。
追求不必要的公差
PTFE是一种有弹性的材料。加工后,它通常可以适应其配合零件。除非应用要求极高,否则为极其严格的公差进行设计可能是一项不必要且昂贵的工作。
为您的目标做出正确的选择
根据您特定零件最关键的结果来调整您的方法。
- 如果您的首要重点是尺寸精度: 优先使用连续的冷却液流进行热量管理,并使用锋利、未涂层的刀具以最小化摩擦。
- 如果您的首要重点是表面光洁度: 使用较慢的进给率进行更精细的切削,确保您的刀具具有高度抛光的边缘,并进行轻微的最终切削深度。
- 如果您的首要重点是大批量生产: 探索更高的切削速度(650-1600 sfm),但要配合积极的排屑和坚固的设置以保持控制。
归根结底,掌握PTFE加工来自于尊重材料的独特性能并相应地调整您的技术。
摘要表:
| 参数 | 推荐起始范围 | 关键考虑因素 |
|---|---|---|
| 切削速度 | 200 - 500 sfm (60-150 m/min) | 更高的速度会增加热量风险;与排屑保持平衡。 |
| 进给率 | 0.002 - 0.010 IPR (0.05-0.25 mm/rev) | 稳定的进给有助于管理局部热量积聚。 |
| 切削深度 | 0.02 - 0.06 in (0.5-1.5 mm) | 浅切削可最大限度地减少应力并防止零件变形。 |
| 刀具材料 | 锋利的HSS或硬质合金 | 高正前角和抛光边缘是不可妥协的。 |
需要精密加工的PTFE组件吗?
在KINTEK,我们专注于为半导体、医疗和工业领域制造高质量的PTFE组件——从密封件和衬里到定制的实验室用品。我们了解在不影响尺寸稳定性和表面光洁度的情况下加工PTFE所需的精确技术。
让我们为您处理复杂性。 无论您需要原型还是大批量生产,我们的专业知识都能确保您的零件按照最高标准生产。
立即联系我们讨论您的项目并获取报价!
图解指南
相关产品
- 用于PM2.5分析的高纯度PTFE滤膜切割器,配备陶瓷刀片,可定制实验室滤纸分割器
- 用于痕量分析与洁净室实验室的高纯PTFE方形膜切割分样器
- 用于痕量分析和CDC实验室样品制备的带陶瓷刀片的高纯度PTFE圆形滤膜切割器
- 用于痕量分析和疾控中心的高纯度PTFE方形膜切割器等分装置,洁净、不粘、无析出
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器



















