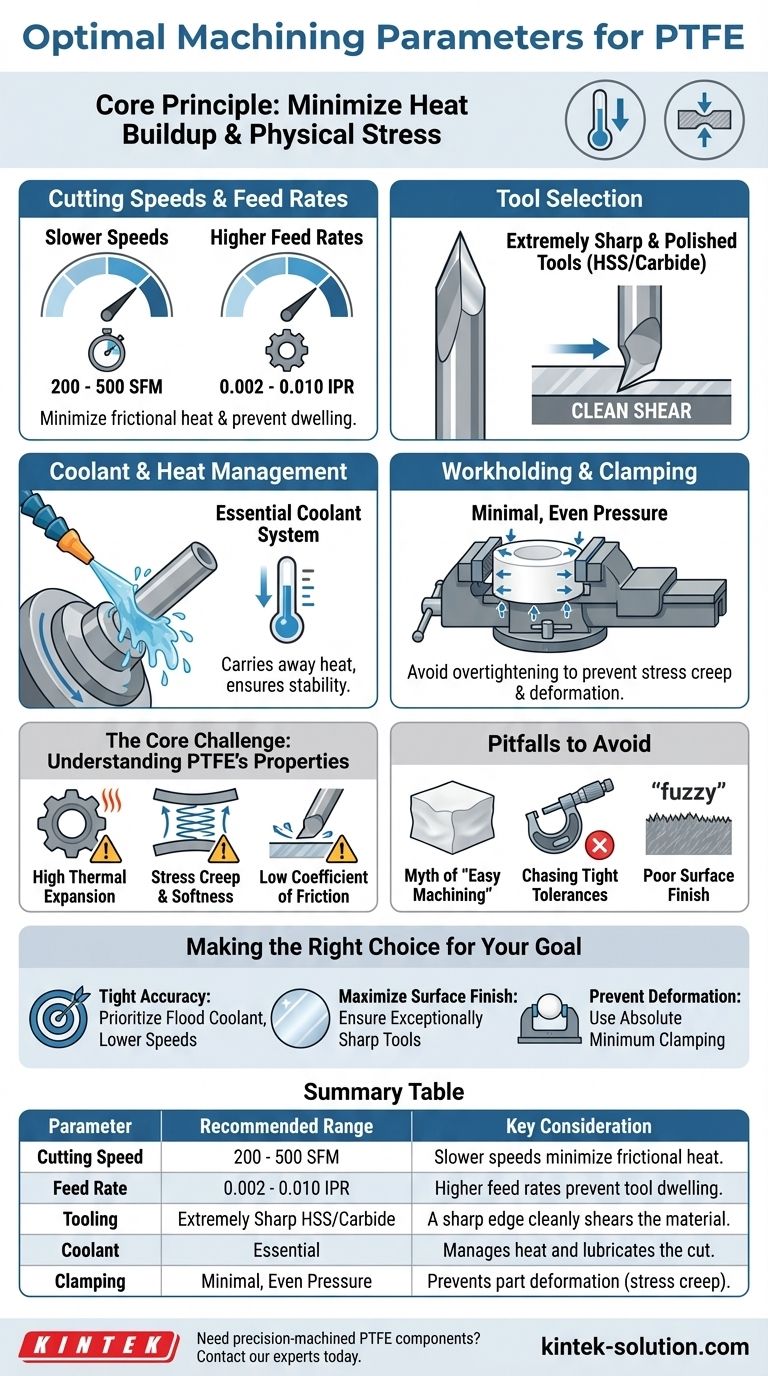
为了实现PTFE的最佳加工,您应该使用较慢的切削速度,介于200到500 SFM(每分钟表面英尺)之间,以及较高的进给率,从每转0.002到0.010英寸。核心原则是最大限度地减少材料上的热量积聚和物理应力,这需要极其锋利的刀具、使用冷却液以及最小的夹紧压力,以防止零件变形。
加工PTFE的核心挑战不在于它的柔软性,而在于其独特的物理特性。成功完全取决于管理其高热膨胀和在压力下变形的倾向(应力蠕变),而不是将其视为典型的塑料或金属。
核心挑战:利用PTFE的特性
虽然PTFE的柔软性使其看起来易于切割,但实现精度却很困难。该材料的固有特性带来了必须积极应对的具体挑战。
高热膨胀
PTFE会随着温度变化而显著膨胀和收缩。切削产生的摩擦会产生热量,导致材料在加工过程中膨胀。如果不加以控制,一旦零件冷却到室温,其尺寸就会偏小。
应力蠕变和柔软性
该材料很软,在压力下很容易变形。过度的夹紧力会压缩工件,导致释放压力后尺寸不准确。它还可能在切削刀具经过后“回弹”,影响最终的表面光洁度和精度。
低摩擦系数
PTFE以其光滑而闻名,这意味着钝的切削刃倾向于推或犁削材料,而不是干净地剪切。这会产生多余的热量,引入应力,并导致低质量的切削。

推荐的加工参数和技术
为了抵消PTFE的自然倾向,需要一种特定且有意的处理方法。目标始终是最大限度地减少热量和应力。
切削速度和进给率
推荐的范围是切削速度为200到500 SFM,进给率为每转0.002到0.010 IPR(每转英寸)。较慢的速度可以减少摩擦热量,而较高的进给率有助于刀具有效地去除材料,而不会停留并施加不必要的加热。
刀具选择
使用极其锋利和抛光的切削刀具。高速钢(HSS)和硬质合金刀具都是有效的,但切削刃的锋利度是最关键的因素。锋利的边缘可以干净地剪切材料,而钝的边缘会导致材料变形和撕裂。
冷却液和热量管理
对于任何精密加工工作,冷却液系统都是必不可少的。冷却液有两个主要功能:它润滑切削,更重要的是,它带走热量,确保工件在整个操作过程中保持尺寸稳定。
工件夹持和固定
施加最小且均匀分布的夹紧压力。避免过度拧紧虎钳或卡盘。在不压缩工件的情况下支撑工件的定制夹具是保持紧密公差的理想选择。
了解需要避免的陷阱
许多常见的加工方法在PTFE上会产生不良结果。了解这些陷阱是避免代价高昂的错误和材料浪费的关键。
“易于加工”的神话
PTFE的柔软性具有欺骗性。虽然材料去除很容易,但实现尺寸稳定性和良好的表面光洁度是一项重大挑战。不要用加工更坚固材料时使用的高速技术来对待它。
追求严格的公差
保持PTFE零件的非常严格的公差是困难的,需要受控的环境和过程。操作员必须不断监测热膨胀和刀具磨损,并根据需要进行调整。
表面光洁度差
粗糙或毛糙的表面光洁度是出现问题的明确信号。最常见的原因是刀具钝化、过多的热量产生,或来自不稳定设置的振动和颤振。
根据您的目标做出正确的选择
您的具体目标将决定您应该优先考虑哪些参数。
- 如果您的主要重点是实现严格的尺寸精度: 通过使用大量冷却液系统并将切削速度保持在推荐范围的较低端来优先考虑积极的热量管理。
- 如果您的主要重点是最大化表面光洁度: 确保您的切削刀具极其锋利且表面抛光,以防止材料粘附和撕裂。
- 如果您的主要重点是防止零件变形: 使用固定零件所需的绝对最小夹紧压力,并确保力分布在较大的表面积上。
掌握PTFE加工在于尊重材料的特性并调整您的工艺以适应它们。
摘要表:
| 参数 | 推荐范围 | 关键考虑因素 |
|---|---|---|
| 切削速度 | 200 - 500 SFM | 较慢的速度可最大限度地减少摩擦热量。 |
| 进给率 | 0.002 - 0.010 IPR | 较高的进给率可防止刀具停留。 |
| 刀具 | 极其锋利的HSS/硬质合金 | 锋利的边缘干净地剪切材料。 |
| 冷却液 | 必需 | 管理热量并润滑切削。 |
| 夹紧 | 最小、均匀的压力 | 防止零件变形(应力蠕变)。 |
需要能够保持形状和尺寸的精密加工PTFE组件吗?
在KINTEK,我们专注于为半导体、医疗和实验室行业加工PTFE。我们在管理热膨胀和应力蠕变方面的专业知识确保了您的密封件、衬里和定制实验室用品能够按照确切的规格生产,从原型到大批量订单。
立即联系我们的专家讨论您的项目并获取报价!
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于螺纹样品分离装置的高温PTFE反应筛,可定制层数与精密孔径
- 定制聚四氟乙烯恒压分液漏斗 耐腐蚀低本底实验室器具 适配PFA烧瓶
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 适用于化工处理和实验室混合的定制PTFE分散盘和搅拌棒



















