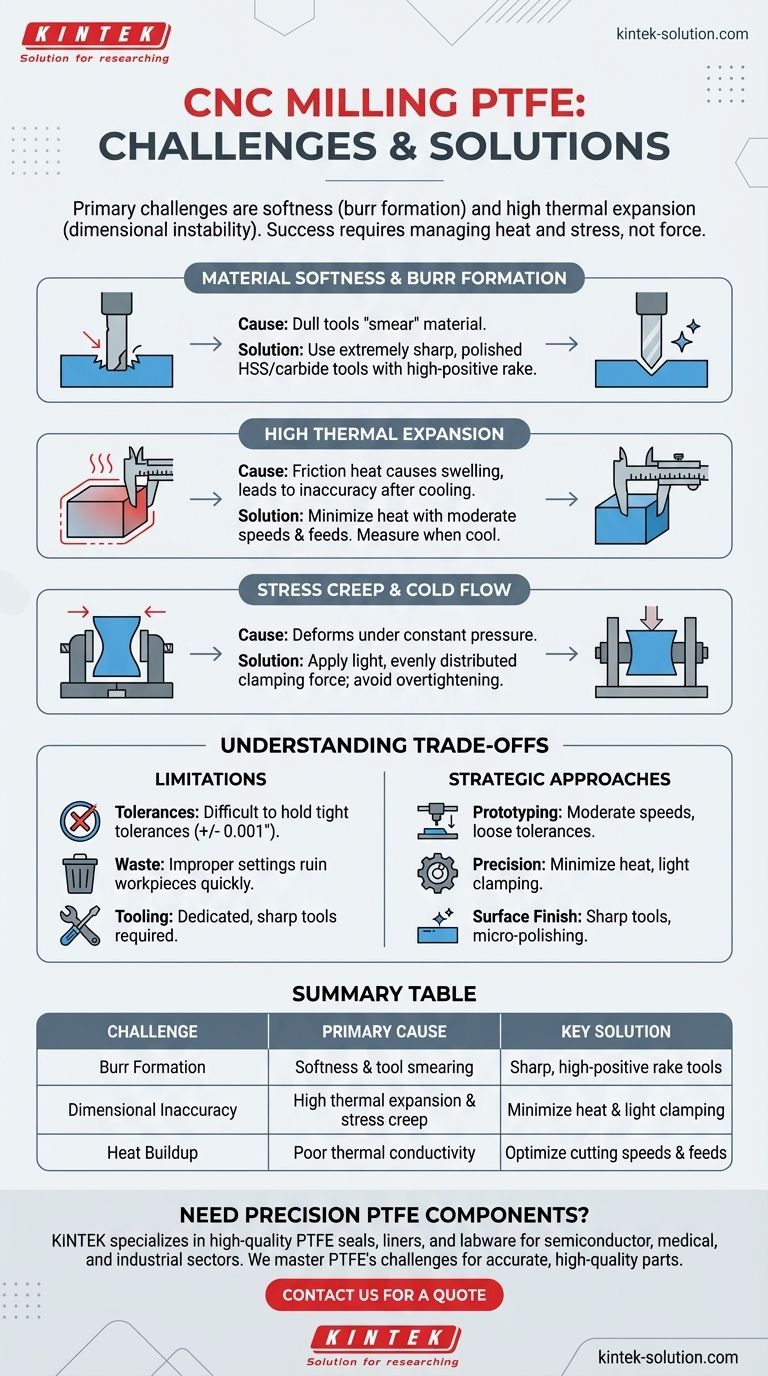
CNC加工PTFE的主要挑战在于其柔软性导致的毛刺形成,以及高热膨胀系数导致的尺寸不稳定性。成功加工聚四氟乙烯(PTFE)需要一种策略,通过特定的刀具、设置和操作技术来适应这些固有的材料特性。
加工PTFE的核心难点不在于其硬度,而在于其在热量和压力下容易变形的倾向。成功取决于通过管理热膨胀和机械应力来“顺应”材料的特性,而不是试图强行加工。
核心问题:为什么PTFE表现不同
要理解铣削PTFE的挑战,首先必须了解其基本特性。与坚硬的金属或塑料不同,PTFE在应力和热量下的表现决定了整个加工策略。
剖析PTFE的柔软性
PTFE是一种异常柔软的材料。在铣削过程中,钝的或设计不当的切削刀具倾向于推挤或“涂抹”材料,而不是干净地切削。
这种推挤作用是造成严重毛刺的主要原因,这会导致表面光洁度差,并需要二次去毛刺操作。
高热膨胀系数
PTFE随温度变化而膨胀和收缩的程度远超大多数材料。切削刀具的摩擦会产生局部热量,导致材料在铣削过程中膨胀。
如果零件在仍然温热时进行测量,一旦冷却收缩,其尺寸就会超出规格。这使得实现尺寸精度成为一项重大挑战。
应力蠕变和冷流
PTFE容易发生“应力蠕变”,也称为冷流。这意味着材料在持续压力下(即使在室温下)会随时间缓慢变形。
这一特性直接影响工件夹持。如果工件在虎钳中夹得太紧,它会被压缩。零件在夹持时尺寸可能完全准确,但一旦释放压力、材料回弹后,就会不准确。

实际加工挑战与解决方案
这些材料特性会在车间地面上产生可预测的问题。解决这些问题需要在标准铣削实践中进行特定的调整。
实现尺寸精度
热膨胀和应力蠕变的结合使得保持严格公差变得困难。关键在于最大限度地减少热量产生和夹紧压力。
使用适中的切削速度和进给量来减少摩擦和热量积聚。这是管理热膨胀最有效的方法。
防止毛刺形成
为了获得干净的切口而不是涂抹的切口,切削刀具至关重要。使用极其锋利和抛光的切削刀具,最好由高速钢(HSS)或未涂层硬质合金制成。
刀具上的高正前角有助于抬起切屑并干净地切削材料,从而大大减少毛刺的形成。
管理热量积聚
由于PTFE是热的不良导体,热量会集中在切削刃处。如果不加以管理,这种局部热量将直接导致前面提到的膨胀问题。
冷却液可能有帮助,但第一道防线始终是锋利的刀具和适当的切削速度,以防止热量产生。
在不引起变形的情况下固定工件
为了对抗应力蠕变,施加刚好足以牢固固定零件的夹紧力。不惜一切代价避免过度拧紧。
使用具有更大表面积的夹具来分散夹紧压力也有助于防止材料被压缩和变形。
了解权衡
虽然PTFE的特性使其非常适合某些应用,如低摩擦密封件或耐化学腐蚀部件,但它们也带来了不可避免的限制。
公差限制
由于其固有的不稳定性,PTFE不适合需要极紧公差(例如 +/- 0.001")的零件。设计时必须考虑到这一点,尽可能指定更宽松的公差。
材料浪费的风险
不正确的设置可能会很快毁掉一个PTFE工件。初始设置和试切削对于确定正确的参数至关重要,这可能会导致一些初始材料报废。
专用刀具的需求
虽然PTFE原则上易于切割,但要获得优质结果需要特定的刀具。刀具必须保持异常锋利,并且最好只专门用于加工软塑料,以避免会降低性能的缺口或钝化。
为您的目标做出正确的选择
您加工PTFE的方法应直接与您项目的最终目标保持一致。
- 如果您的主要重点是快速原型制作: 利用PTFE易于加工的特性,使用中等速度,但要考虑到设计公差较宽松。
- 如果您的主要重点是高精度组件: 您必须优先使用锋利的刀具和受控的切削速度来最大限度地减少热量,同时使用低且均匀分布的夹紧压力。
- 如果您的主要重点是卓越的表面光洁度: 使用极其锋利的高正前角刀具,并考虑在铣削后进行微抛光等二次操作。
归根结底,成功的PTFE加工来自于尊重材料的独特特性,而不是与之对抗。
摘要表:
| 挑战 | 主要原因 | 关键解决方案 |
|---|---|---|
| 毛刺形成 | 材料柔软性与刀具涂抹 | 使用锋利、高正前角的刀具 |
| 尺寸不准确 | 高热膨胀与应力蠕变 | 最大限度地减少热量并使用轻柔夹持 |
| 热量积聚 | PTFE热导率差 | 优化切削速度和进给量 |
需要精密加工的PTFE组件吗?
在KINTEK,我们专注于为半导体、医疗和工业领域制造高质量的PTFE密封件、衬里和实验室用品。我们在定制制造方面的专业知识使我们能够专业地应对PTFE柔软性和热膨胀的挑战,交付符合您应用要求的尺寸精度和卓越表面光洁度的零件——从原型到大批量生产。
立即联系我们的团队讨论您的项目要求并获取报价。
图解指南
相关产品
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 定制 PTFE 球磨罐 50ml 耐腐蚀 低背景 实验室研磨容器
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于痕量分析和CDC实验室样品制备的带陶瓷刀片的高纯度PTFE圆形滤膜切割器
- 用于先进科学和工业应用的定制聚四氟乙烯测量筒



















