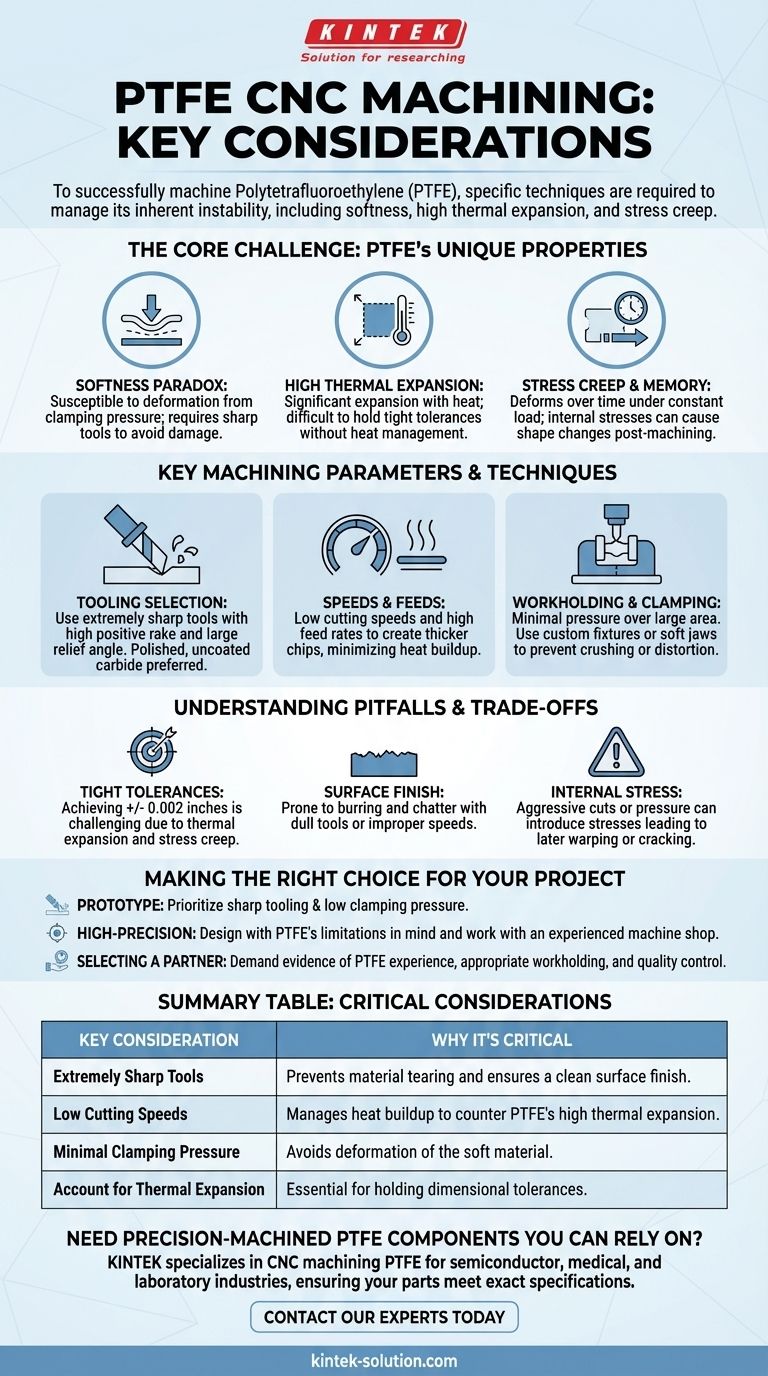
要成功加工聚四氟乙烯(PTFE),您必须使用极其锋利的刀具,控制较低的切削速度以防止热量积聚,使用最小的夹紧压力以避免变形,并仔细考虑材料高热膨胀率的影响。这些注意事项不仅仅是最佳实践;它们是使用这种独特材料实现任何程度尺寸精度的基本要求。
数控加工PTFE的核心挑战不在于其柔软性(这使得它易于切割),而在于其固有的不稳定性。成功完全取决于那些能够适应其在压力下变形、随热膨胀以及随时间蠕变的特性,而不是试图强迫它适应刚性的加工过程。
核心挑战:PTFE的独特性能
了解为什么PTFE需要如此特殊的处理是掌握它的第一步。该材料的主要优点——低摩擦、化学惰性——与其难以进行精密加工的特性直接相关。
柔软性的悖论
PTFE的洛氏硬度低,使其非常容易切割。然而,这种柔软性也意味着它极易受到夹紧压力引起的变形,并且容易被钝的或有缺口的刀具损坏,从而导致表面光洁度差。
高热膨胀率
PTFE在聚合物中具有最高的热膨胀系数之一。即使是切削过程中产生的微小温度升高也会导致材料显著膨胀,如果不仔细控制热量,几乎不可能保持严格的公差。
应力蠕变和记忆效应
这种材料容易发生应力蠕变,这意味着当它承受恒定载荷(如来自夹具或压装)时,它会随时间缓慢变形。它还具有“记忆效应”,加工过程中引入的内部应力可能导致部件在数小时甚至数天后改变形状。

关键加工参数和技术
为了抵消这些材料特性,需要一套特定的操作参数。这些对于获得高质量的结果是不可妥协的。
刀具选择
最重要的一点是刀具的锋利度。刀具应具有高的正前角和大后角。通常首选抛光、未涂层的硬质合金刀具,因为它们产生的摩擦和热量较少。
速度和进给量
为了控制热膨胀,通常建议采用低切削速度和高进给率。这种方法可以产生更厚的切屑,将热量从工件上传走,从而最大限度地减少工件本身的温度积聚。
工件夹持和固定
标准的机床虎钳很容易压碎或扭曲PTFE。使用分布在较大表面积上的最小夹紧压力。通常需要定制夹具或软爪来牢固地固定部件,而不会引入应力或使其变形。
了解陷阱和权衡
加工PTFE需要接受某些限制。将材料推超出其能力范围是常见的失败原因。
实现严格公差的难度
实现比 +/- 0.002 英寸更紧的公差非常具有挑战性,需要专业的机械师。热膨胀和应力蠕变的结合意味着零件的最终尺寸可能与其刚切割后的尺寸有所不同。
表面光洁度的挑战
尽管易于切割,PTFE容易产生毛刺和颤振。光洁度差通常是刀具钝、过热或速度和进给量不当的迹象。对于关键表面,可能需要喷丸或微抛光等后处理技术。
内部应力的风险
激进的切削、过度的夹紧压力或钝的刀具可能会在零件内部引入应力。这种应力可能导致部件在加工完成后很长时间后才发生翘曲或破裂,从而导致过早失效。
为您的项目做出正确的选择
您采取的方法应由您组件的具体要求决定。
- 如果您的主要重点是原型或非关键部件: 优先考虑锋利刀具和低夹紧压力的基本原则,因为这将防止最常见的故障。
- 如果您的主要重点是高精度组件: 您必须在设计部件时考虑到PTFE的局限性,并与拥有该特定材料可验证经验的机加工车间合作。
- 如果您的主要重点是选择加工合作伙伴: 要求提供他们加工PTFE经验的证明,确认他们使用适当的工件夹持,并询问他们管理热膨胀的质量控制流程。
最终,成功的PTFE加工在于尊重材料的固有特性,而不是与之对抗。
摘要表:
| 关键考虑因素 | 为何至关重要 |
|---|---|
| 极其锋利的刀具 | 防止材料撕裂,确保表面光洁度干净。 |
| 低切削速度 | 管理热量积聚,以对抗PTFE的高热膨胀率。 |
| 最小夹紧压力 | 避免柔软材料变形。 |
| 考虑热膨胀 | 保持尺寸公差的关键。 |
需要您可以信赖的精密加工PTFE组件吗?
在KINTEK,我们专注于为半导体、医疗和实验室行业进行PTFE数控加工。我们在管理热膨胀和应力蠕变等材料特性方面的专业知识,确保您的密封件、衬垫和定制实验室用品从原型到大批量生产都能满足精确的规格要求。
立即联系我们的专家讨论您的项目并获取报价。
图解指南
相关产品
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于螺纹样品分离装置的高温PTFE反应筛,可定制层数与精密孔径
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商



















