对于加工聚四氟乙烯(PTFE),最推荐的技术涉及主动冷却,以控制其对热量的极端敏感性。主要方法是加压空气、喷雾或非芳香族的水溶性CNC冷却液。这些通常与干性润滑剂结合使用以减少摩擦,但必须注意避免过度润滑。
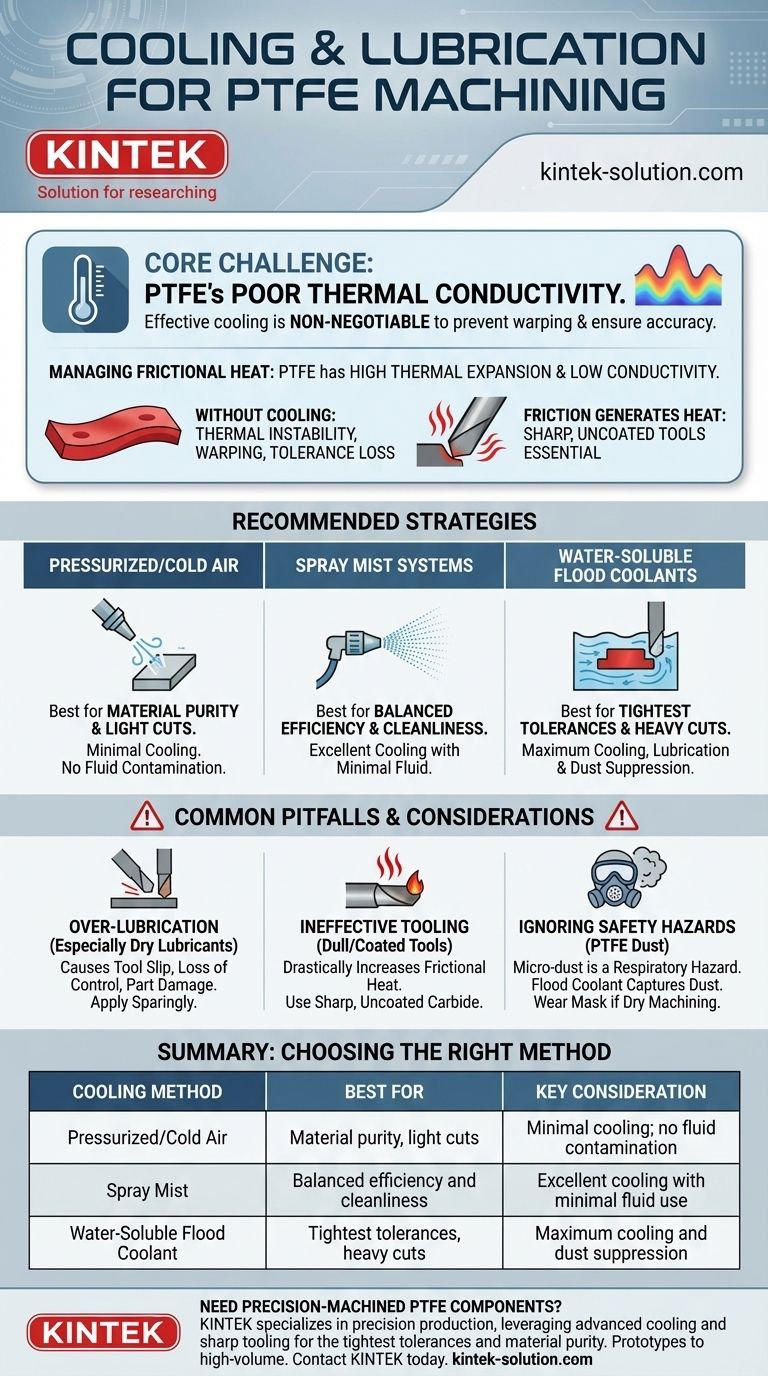
加工PTFE的核心挑战不在于材料的硬度,而在于其较差的导热性。因此,有效的冷却是不容妥协的,它充当了防止热变形、确保尺寸精度和获得优质表面光洁度的主要控制手段。
核心挑战:管理摩擦热
PTFE的独特性能使其极易受到切削过程中产生的热量引起的问题的影响。理解这一点是成功加工的关键。
为什么温度控制至关重要
PTFE具有很高的热膨胀率和非常低的导热性。这意味着在切削刃处产生的热量不会迅速消散,导致材料局部膨胀和翘曲。
如果没有主动冷却,这种热不稳定性使得几乎不可能保持紧密的公差,并很容易毁坏零件。
不受控制的摩擦的影响
切削刀具与工件之间的摩擦是热量的主要来源。锋利、未涂层的刀具至关重要,因为它们可以减少这些摩擦力,从一开始就最大限度地减少热量产生。
适当的冷却和润滑直接解决了不可避免产生的热量,防止其使材料变形。

推荐的冷却和润滑策略
您选择的冷却方法取决于工作的具体要求,例如公差、光洁度和材料纯度。
加压或冷空气系统
对于担心流体污染的操作,持续的冷加压空气流是一个有效的选择。它有助于清除切屑并提供适度的冷却。
这是一种清洁的方法,但冷却能力最弱,最适合较轻的切削和较慢的进给速度。
喷雾系统
喷雾系统在冷却效果和清洁度之间提供了很好的平衡。它们将少量水溶性冷却液直接施加到切削区域。
这种方法效率很高,用很少的流体就能提供显著的冷却效果,使其成为一种流行的通用选择。
水溶性大量冷却液
对于要求最苛刻的应用,如重切削或极紧的公差,非芳香族的水溶性大量冷却液是最有效的选择。这种方法提供了最大的冷却和润滑。
它还具有重要的安全功能,可以抑制加工过程中产生的细小PTFE粉尘,吸入这些粉尘可能有害。
常见陷阱和注意事项
成功加工PTFE需要避免一些常见但关键的错误。
过度润滑的危险
虽然润滑有利于减少摩擦,但使用过多——特别是干性润滑剂——会导致切削刀具打滑。这会导致失控并可能损坏零件。
应节制地使用润滑剂,并确保刀具与材料保持正向接触。
无效的刀具
使用钝刀或涂层刀具会大大增加摩擦热,无论您的冷却系统如何。始终使用专为塑料设计的极其锋利、未涂层的硬质合金刀具。
这一积极措施减少了您的冷却系统首先需要处理的热量。
忽视安全隐患
加工PTFE产生的微小粉尘是严重的呼吸危害。在大量冷却液下加工是最安全的方法,因为它能捕获粉尘。
如果使用空气冷却进行干式加工,请务必佩戴合适的口罩并在通风良好的区域工作。
根据您的目标做出正确的选择
根据您需要为成品零件实现的主要结果来选择您的冷却和润滑策略。
- 如果您的主要重点是实现最紧密的公差: 使用水溶性大量冷却液以实现最大的热控制和稳定性。
- 如果您的主要重点是保持绝对的材料纯度: 使用加压冷空气系统以避免任何潜在的流体污染。
- 如果您的主要重点是切削效率和清洁度的平衡: 喷雾系统提供了一个出色且多功能的解决方案。
通过将热量作为中心变量进行主动管理,您可以自信且可预测地加工PTFE。
摘要表:
| 冷却方法 | 最适合 | 关键考虑因素 |
|---|---|---|
| 加压/冷空气 | 材料纯度,轻切削 | 最小冷却;无流体污染 |
| 喷雾 | 效率与清洁度的平衡 | 用量最少的流体实现出色冷却 |
| 水溶性大量冷却液 | 最紧密的公差,重切削 | 最大的冷却和粉尘抑制 |
需要精密加工的PTFE部件吗?
以精确的规格加工PTFE需要管理其独特热性能的专业知识。在KINTEK,我们专注于PTFE部件的精密生产——从定制密封件和衬里到复杂的实验室器皿。
我们利用先进的冷却技术和锋利的未涂层刀具,确保每个部件都能满足您对材料纯度的最严格公差和最高标准。无论您是需要半导体、医疗或工业领域的原型还是大批量订单,我们都能提供可靠的性能。
让我们为您发挥我们的专业知识。立即联系KINTEB 讨论您的项目要求。
图解指南
相关产品
- 定制 PTFE 冷凝回流蒸馏纯化系统 500ml 耐腐蚀 低本底
- 定制 PTFE 冷凝管回流反应冷凝纯化装置 半导体化学实验室设备
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 实验室化学搅拌用耐腐聚四氟乙烯分散盘与高温螺旋搅拌桨
- 定制PTFE特氟龙球,适用于先进的工业应用



















