要有效加工聚四氟乙烯(PTFE),您主要必须调整切削速度、进给速率和切削深度。这些调整的核心目标是最大限度地减少热量产生和物理压力,因为聚四氟乙烯的独特性能使其极易发生热膨胀和变形。
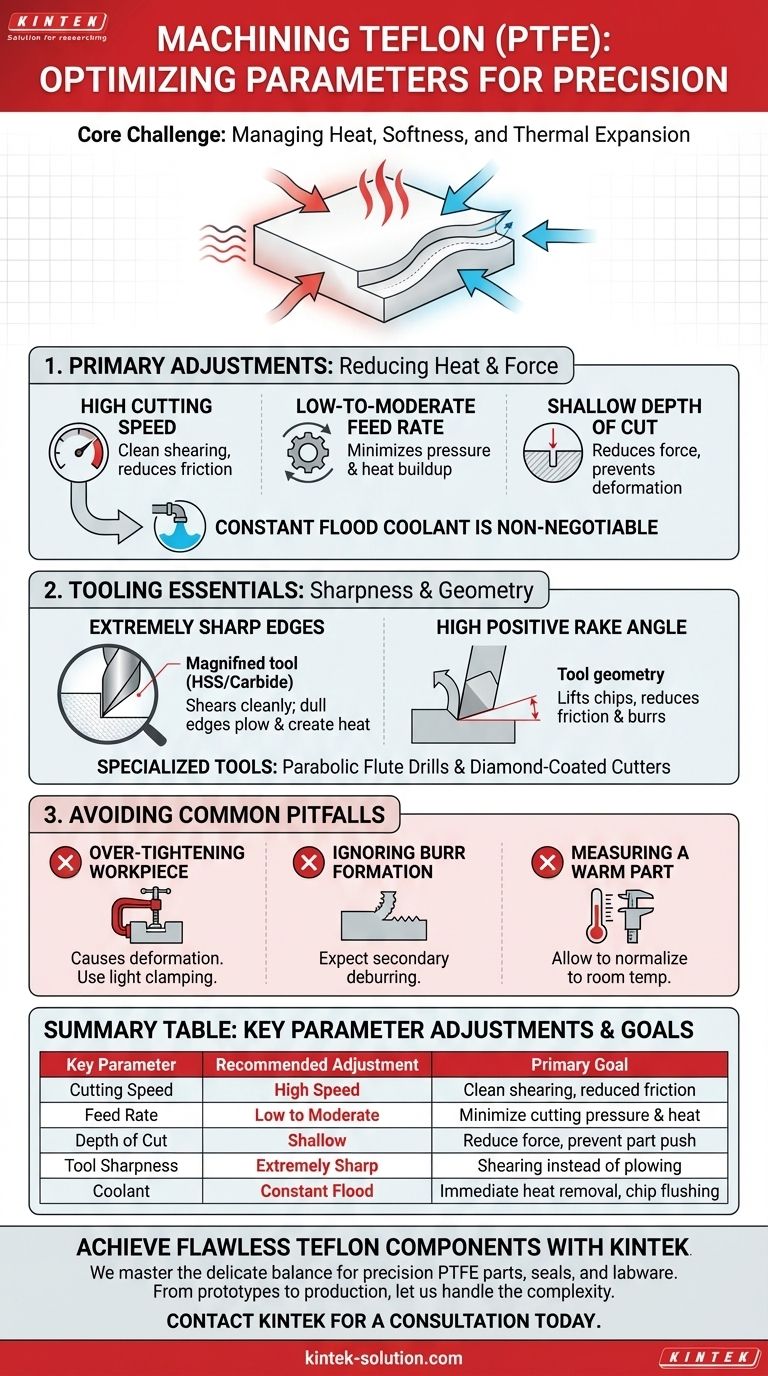
加工聚四氟乙烯的核心挑战不在于材料硬度,而在于材料稳定性。成功完全取决于通过使用锋利的刀具、持续的冷却和轻柔的切削力来管理其柔软性、高热膨胀性和低摩擦性,以避免热量积聚和零件变形。
核心挑战:管理热量和柔软性
在调整任何参数之前,您必须了解使聚四氟乙烯独一无二的特性。它的挑战与强度无关,而与它在典型加工力下的固有不稳定性有关。
高热膨胀率
聚四氟乙烯的热膨胀系数非常高。切削过程中摩擦产生的少量热量都会导致材料显著膨胀,使得保持严格公差变得不可能。
材料柔软性和蠕变
PTFE 是一种极其柔软的材料。这种柔软性意味着它很容易在夹紧压力或钝刀具的力下变形。它还容易发生应力蠕变,即材料在压力下保持一段时间后会缓慢变形,这进一步使尺寸精度复杂化。
低摩擦力和工件夹持
其著名的低摩擦系数使聚四氟乙烯打滑,难以在虎钳或卡盘中牢固夹持。本能的反应是将其夹得更紧,但这会因材料的柔软性而直接导致零件变形。
有毒气体释放风险
安全是一个关键参数。如果聚四氟乙烯的温度超过 250°C (482°F),它会开始分解并可能释放有毒气体。适当的冷却和通风不仅是为了零件质量;它们是必不可少的安全措施。

优化您的加工参数
您的主要调整都应以减少工件上的热量和物理力为目标。与加工金属相比,这通常感觉是违反直觉的。
调整切削速度和进给量
一般规则是使用高切削速度配合低到中等的进给率。高表面速度使锋利的刀具能够干净地剪切材料,而低进给率则减少了切削压力,最大限度地减少了摩擦和热量积聚。
控制切削深度
始终使用浅的切削深度。进行轻量化走刀可以减少切削力,防止刀具“推挤”材料而不是切削它,并且每道次产生的热量明显减少。
冷却液的关键作用
持续的冷却液喷射是不可或缺的。冷却液起着两个主要作用:它立即带走切削刃产生的任何热量,并帮助冲走可能缠绕在刀具和工件上的柔软、易拉丝的切屑。
选择正确的刀具是关键参数
您的刀具类型和状况与您设定的速度和进给量同样重要。
极度锋利边缘的必要性
您的切削刀具必须尽可能锋利。高速钢 (HSS) 或硬质合金刀具都很有效,但边缘的锋利度是最重要的因素。锋利的边缘可以干净地剪切材料,而钝的边缘会犁过材料,产生巨大的摩擦并使零件变形。
使用正前角
具有高正前角和显著后角的刀具是理想的选择。这种几何形状有助于将切屑向上和远离工件,减少摩擦、热量和成品边缘形成毛刺的可能性。
考虑专用刀具
对于钻孔等操作,标准钻头通常效果不佳。螺旋槽钻头在排屑方面要好得多。为了获得最佳的表面光洁度和刀具寿命,专用的金刚石涂层刀具可提供卓越的性能。
理解权衡和陷阱
成功加工聚四氟乙烯需要避免因将其视为金属或较硬塑料而产生的常见错误。
陷阱:工件夹持过紧
最常见的错误是夹紧零件太紧,这会将其压碎并破坏尺寸精度。使用将夹紧力分散到大面积的夹具或软爪装置来牢固地夹持材料而不会造成变形。
陷阱:忽略毛刺的形成
由于其柔软性,聚四氟乙烯非常容易产生毛刺。预计需要进行二次去毛刺操作。使用极其锋利且具有高前角的刀具是最大限度地减少毛刺的最佳方法,但很少能完全消除它。
陷阱:测量温热的零件
切削加工后零件仍发热时,切勿进行最终测量。由于其高热膨胀率,您必须让部件冷却并恢复到室温,然后才能进行关键测量或进行最终精加工。
根据您的目标进行正确的调整
您的具体调整应以您对成品零件的主要目标为指导。
- 如果您的主要重点是尺寸精度: 优先考虑积极冷却,并让零件在进行任何最终切削或测量之前完全恢复到环境温度。
- 如果您的主要重点是高质量的表面光洁度: 使用极其锋利、高正前角的刀具和低进给率,以确保干净的剪切作用而不是推挤材料。
- 如果您的主要重点是安全: 确保良好的通风和持续的冷却液流动,以始终将温度保持在 250°C 分解点以下。
通过尊重聚四氟乙烯的独特性能并优先考虑减少热量和压力,您可以获得精确且可重复的结果。
总结表:
| 关键参数 | 推荐调整 | 主要目标 |
|---|---|---|
| 切削速度 | 高速 | 干净剪切,减少摩擦 |
| 进给率 | 低到中等 | 最大限度地减少切削压力和热量 |
| 切削深度 | 浅 | 减少力并防止零件被推挤 |
| 刀具锋利度 | 极其锋利 | 剪切而不是犁削材料 |
| 冷却液 | 持续喷射 | 即时散热和排屑 |
通过 KINTEK 打造完美无瑕的聚四氟乙烯部件
以精确的规格加工聚四氟乙烯 (PTFE) 需要专业知识和专用刀具。KINTEK 为半导体、医疗和实验室行业制造高精度 PTFE 组件——包括密封件、衬里和定制实验室用品。我们掌握了参数的微妙平衡,以提供无变形、具有卓越表面光洁度和严格公差的组件。
让我们为您处理复杂性。 从原型到大批量生产,我们的定制制造服务可确保您的 PTFE 部件满足您的确切要求。
立即联系 KINTEK,就您的下一个项目进行咨询和报价。
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于螺纹样品分离装置的高温PTFE反应筛,可定制层数与精密孔径
- 定制聚四氟乙烯恒压分液漏斗 耐腐蚀低本底实验室器具 适配PFA烧瓶
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 适用于化工处理和实验室混合的定制PTFE分散盘和搅拌棒



















