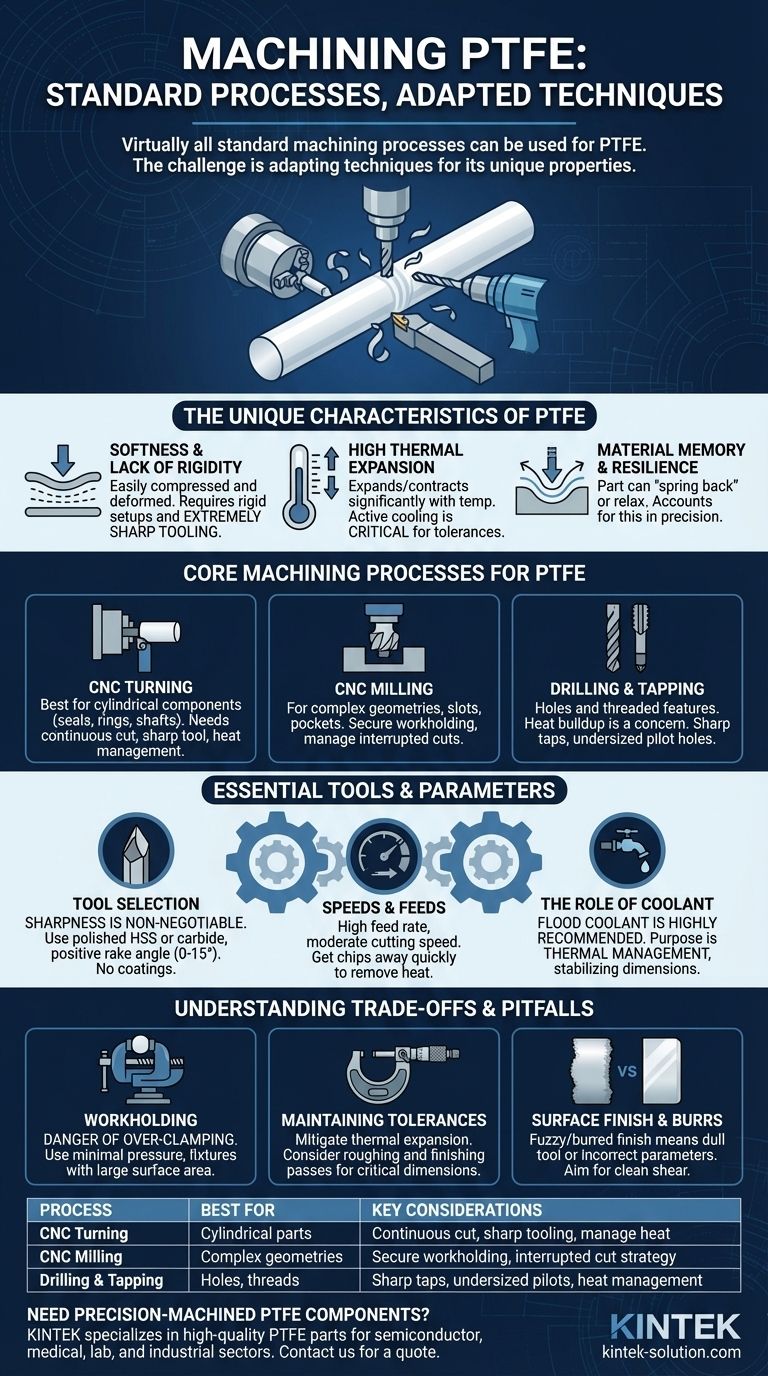
几乎所有标准的机加工工艺都可以用于PTFE。聚四氟乙烯是一种柔软、低摩擦的聚合物,使用包括CNC机床在内的传统设备可以很容易地对其进行切割、车削、铣削和钻孔。真正的挑战不在于您可以使用哪些工艺,而在于如何调整您的技术以适应材料的独特性能。
加工PTFE的核心原则是管理其独特的特性:高热膨胀性、固有的柔软性和缺乏刚性。虽然工艺是标准的,但成功需要专业的刀具、特定的速度和进给策略以及仔细的工件夹持,以防止变形并保持尺寸精度。
PTFE独特的机加工特性
了解PTFE为何表现出这种特性是有效加工它的第一步。它的性能与金属甚至其他塑料有着根本的不同。
柔软性和缺乏刚性
PTFE是一种非常柔软的材料。这意味着它很容易被切削刀具的压力压缩、变形或推开,而不是被干净地切削。
这一特性使得刚性的机床设置和极其锋利的刀具绝对必要。
高热膨胀性
PTFE随温度变化而膨胀和收缩的程度远高于大多数材料。切削操作过程中产生的热量会导致材料显著膨胀,从而破坏公差。
一旦零件冷却下来,它就会收缩,导致最终尺寸比切削过程中测量的尺寸要小。这使得主动冷却成为一个关键的工艺变量。
材料记忆和回弹性
由于其回弹性,加工后的PTFE零件可以适应配合表面,这就是为什么不总是需要极紧的公差。
然而,这种特性也意味着材料在切削后会略微“回弹”,或者在从夹具中释放后会松弛,在要求精度时必须考虑到这一点。

PTFE的核心加工工艺
标准的CNC和手动设备完全适用于PTFE。以下工艺是最常见的。
CNC车削
CNC车削非常适合生产圆柱形部件,如密封圈、环、绝缘体和轴。只要刀具足够锋利以产生平稳的剪切运动,连续的切削作用就非常适合PTFE。
CNC铣削
铣削用于制造更复杂的几何形状、槽、型腔和平坦表面。由于铣削涉及间歇性切削,因此确保工件牢固夹持而不发生变形至关重要。
钻孔和攻丝
在PTFE中钻孔很简单,但热量积聚是一个主要问题,尤其是在较深的孔中。攻丝螺纹需要锋利的丝锥,并且通常需要将导向孔钻得略微偏小,以适应材料变形的倾向。
成功的关键工具和参数
您选择的刀具和机床设置将决定最终零件的质量。目标始终是以最小的热输入干净地剪切材料。
刀具选择:锋利度是不可妥协的
最重要的一点是刀具的锋利度。钝的刀具会犁过材料而不是切削它,从而产生过多的热量和不良的表面光洁度。
使用具有非常锋利、抛光切削刃的高速钢(HSS)或硬质合金刀具。正前角(0–15度)可降低切削力,有助于材料平稳剥离。通常更喜欢未涂层的刀具,因为某些涂层会增加摩擦。
速度和进给:一种反直觉的方法
PTFE的策略是尽快将切屑从零件上移开,以免其传递热量。这通常意味着使用高进给率结合中等的切削速度。
推荐的起点是切削速度每分钟200到500表面英尺(SFM)和每转0.002到0.010英寸的进给率。这些只是起点;应始终根据形成的切屑和表面光洁度进行调整。
冷却液的作用
强烈建议使用大量冷却液系统。其主要目的不是润滑,而是热管理。冷却液将热量从工件带走,稳定其尺寸,并防止因热膨胀造成的切削不准确。
理解权衡和陷阱
避免常见错误对于高效准确地加工PTFE至关重要。
工件夹持:过度夹持的危险
由于PTFE非常柔软,很容易在虎钳或卡盘中使其变形。施加最小的夹紧压力——只需足够牢固地固定零件即可。
使用具有大表面积的夹具可以帮助分散夹紧力,并最大限度地减少零件变形。
保持公差
实现紧密公差是可能的,但这需要严格的过程控制。关键是通过锋利的刀具、适当的速度和进给以及充足的冷却液应用来减轻热膨胀。
对于关键尺寸,可以考虑进行粗加工以去除大部分材料,然后在零件稳定后进行轻微的精加工。
表面光洁度和毛刺
模糊或有毛刺的表面光洁度是您的切削刀具变钝或参数不正确的明显迹象。当刀具正确剪切材料时,PTFE应加工出干净、几乎有光泽的光洁度。
为您的目标做出正确的选择
您的方法应根据您特定应用的具体要求量身定制。
- 如果您的主要重点是快速原型制作或非关键部件: 标准锋利的HSS刀具将能很好地工作,您可以专注于更高的材料去除率。
- 如果您的主要重点是高精度组件: 投资专用的锋利硬质合金刀具,使用充足的冷却液,并计划分开粗加工和精加工以管理热稳定性。
- 如果您的主要重点是大批量生产: 一致性是关键。利用带有大量冷却液的CNC设备,并建立严格的刀具更换计划,以确保切削刃保持完美锋利。
掌握PTFE加工的关键在于尊重材料的独特特性并相应地调整您的标准技术。
摘要表:
| 工艺 | 最适合 | 关键考虑因素 |
|---|---|---|
| CNC车削 | 圆柱形零件(密封圈、环、轴) | 连续切削,锋利刀具,控制热量 |
| CNC铣削 | 复杂几何形状、槽、型腔 | 牢固的工件夹持,间歇性切削策略 |
| 钻孔和攻丝 | 孔和螺纹特征 | 锋利的丝锥,偏小的导向孔,热量管理 |
需要精密加工的PTFE部件吗?
KINTEK专注于为半导体、医疗、实验室和工业领域制造高质量的PTFE组件——包括密封件、衬里和定制实验室用品。我们了解加工PTFE的细微差别,并利用我们的专业知识交付具有卓越尺寸精度的零件,从原型到大批量生产。
让我们利用我们的精密生产和定制制造能力为您服务。
立即联系我们的团队,讨论您的项目要求并获取报价。
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商



















