最常见的PTFE加工设备是挤出机,特别是棒材和管材推料机,以及模压机。这些设备旨在处理原材料PTFE的独特性能,将其成型为标准半成品形状,然后可以对其进行进一步精加工。
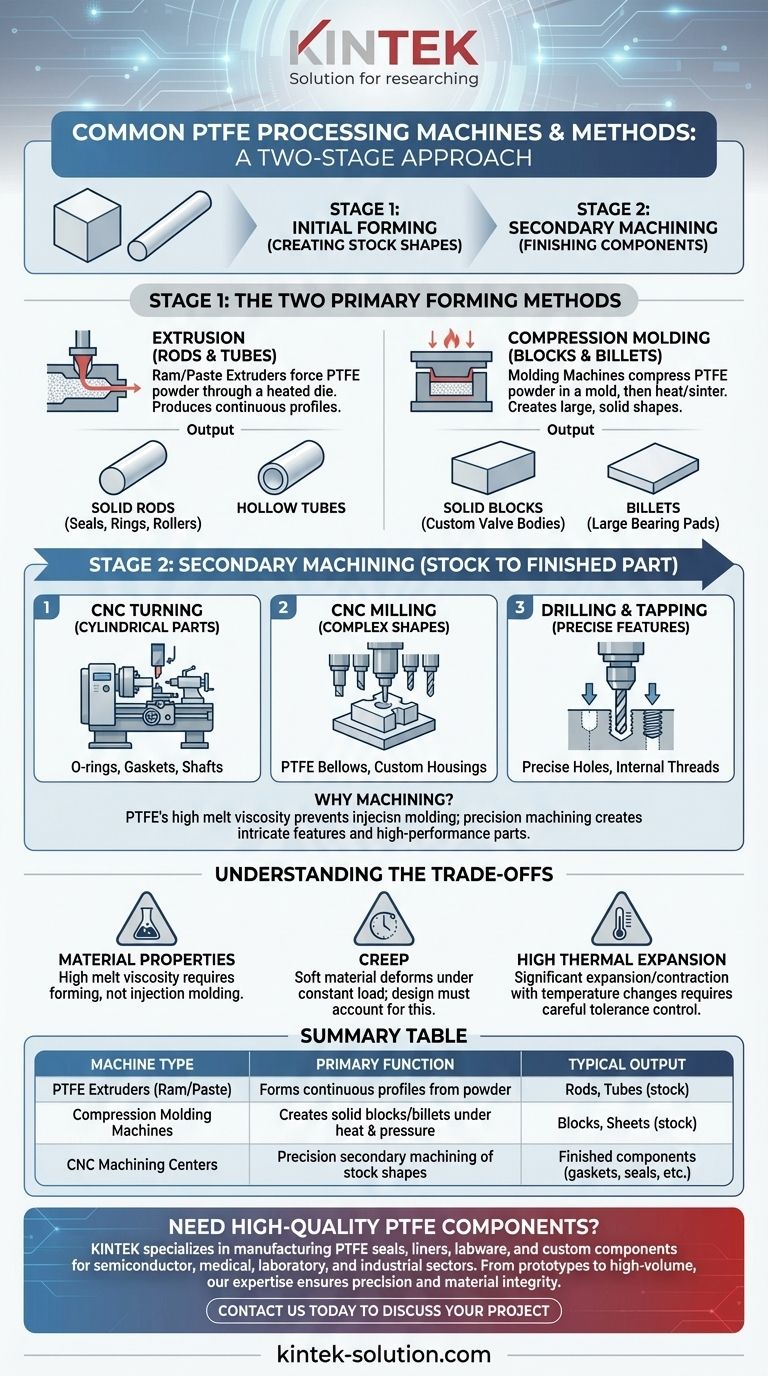
PTFE加工的核心原则通常是一个两阶段方法:首先,使用挤出机或模压机来制造棒材或块材等实心、稳定的“半成品”形状,然后,使用精密CNC机床从该半成品材料加工出最终的复杂部件。
两种主要的成型方法
要了解PTFE加工,必须区分材料的初始成型和零件的最终加工。初始成型由制造大批量形状的专用设备处理。
挤出(制造棒材和管材)
PTFE挤出机,通常称为柱塞式或糊状挤出机,用于制造连续、均匀的型材。该过程涉及将粉末状PTFE树脂通过加热的模具挤压,以形成特定形状。
主要有两种类型:棒材挤出机(用于实心圆柱体)和管材挤出机(用于空心圆柱体)。这些机器生产用于制造密封圈、垫圈和辊筒等零件的原材料。
模压(制造块材和坯料)
模压机用于制造大的实心块或PTFE“坯料”。在此过程中,PTFE粉末被放入模具中,在巨大压力下被压缩,然后在称为烧结的过程中加热。
此方法非常适合生产大的、厚的板材或块材,这些材料稍后将被加工成复杂的、非圆柱形的部件,例如大型轴承垫或定制设计的阀体。

从半成品形状到成品零件:二次加工
挤出和模压生产的零件很少是最终产品。它们被视为“半成品材料”,需要高精度的二次加工才能达到最终所需的几何形状和公差。
为什么需要二次加工
PTFE的独特性能使其无法像许多常见塑料那样进行注塑成型。初始成型过程提供了稳定、坚实的材料块,但只有精密加工才能创造出高性能应用所需的复杂特征。
常见的加工技术
一旦棒材、管材或块材成型,通常会使用计算机控制的设备对其进行塑形。
- CNC车削: 用于制造如O型圈、垫片和轴等圆柱形零件。PTFE半成品材料被旋转,而切削工具对其进行塑形。
- CNC铣削: 用于更复杂的形状,带有复杂的图案、槽或腔体。这是制造PTFE波纹管或定制外壳等部件的方法。
- 钻孔和攻丝: 这些过程用于在PTFE部件内部创建精确的孔和内螺纹。
理解取舍
尽管多阶段工艺在制造PTFE零件方面非常有效,但它也有一些特定的考虑因素,这对工程师和设计师来说至关重要。
材料特性决定工艺
PTFE具有极高的熔体粘度,这意味着它在加热时不像液体那样流动。这一特性使其不适合注塑成型等常见的高速方法。对挤出和模压的依赖是这种材料限制的直接结果。
“蠕变”的挑战
PTFE是一种相对柔软的材料,如果长期承受恒定载荷,可能会随时间缓慢变形,这种现象称为蠕变。零件设计和加工过程必须考虑到这一点,以确保在密封应用中具有长期的尺寸稳定性。
高热膨胀率
PTFE随温度变化而膨胀和收缩的程度高于大多数金属。这要求在加工过程中对公差进行仔细控制,以确保最终零件在其预期的工作温度范围内能够正确安装和运行。
为您的目标做出正确的选择
正确的加工路径完全取决于您需要生产的最终组件的几何形状和要求。
- 如果您的主要重点是长而连续的零件,如棒材或管材: 该过程始于挤出以创建初始半成品形状。
- 如果您的主要重点是大块材或定制形状的坯料: 该过程必须从模压开始,以形成大块材料。
- 如果您的主要重点是高精度的成品组件,如垫片或密封件: 最终的关键步骤始终是从预成型半成品形状进行的CNC加工。
最终,选择正确的成型和加工组合可确保您的PTFE组件满足其应用的精确要求。
总结表:
| 设备类型 | 主要功能 | 典型产出 |
|---|---|---|
| PTFE挤出机(柱塞式/糊状) | 由粉末形成连续型材 | 棒材、管材(密封件、密封圈的半成品) |
| 模压机 | 在热和压力下制造实心块/坯料 | 块材、板材(复杂零件的半成品) |
| CNC加工中心 | 对半成品形状进行精密二次加工 | 成品组件(垫片、密封件、定制零件) |
需要高质量、精密加工的PTFE组件吗?
在KINTEK,我们专注于为半导体、医疗、实验室和工业领域制造PTFE密封件、衬里、实验室用品和其他定制组件。我们的专业知识涵盖整个过程——从选择正确的成型方法到最终的精密CNC加工——确保您的零件满足精确的规格并可靠地运行。
我们提供从原型到大批量订单的定制制造服务,优先考虑精度和材料完整性,以克服PTFE蠕变和热膨胀等挑战。
立即联系我们,讨论您的项目要求并获取报价!
图解指南
相关产品
- 用于腐蚀性化学品处理的定制聚四氟乙烯蛇形盘管冷凝回流装置与烧瓶收集系统
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 用于腐蚀性流体处理的带PFA阀接口和集成筛板的高纯PTFE过滤器
- 定制聚四氟乙烯晶圆承载架 耐腐蚀耐高温 半导体多晶硅加工支架