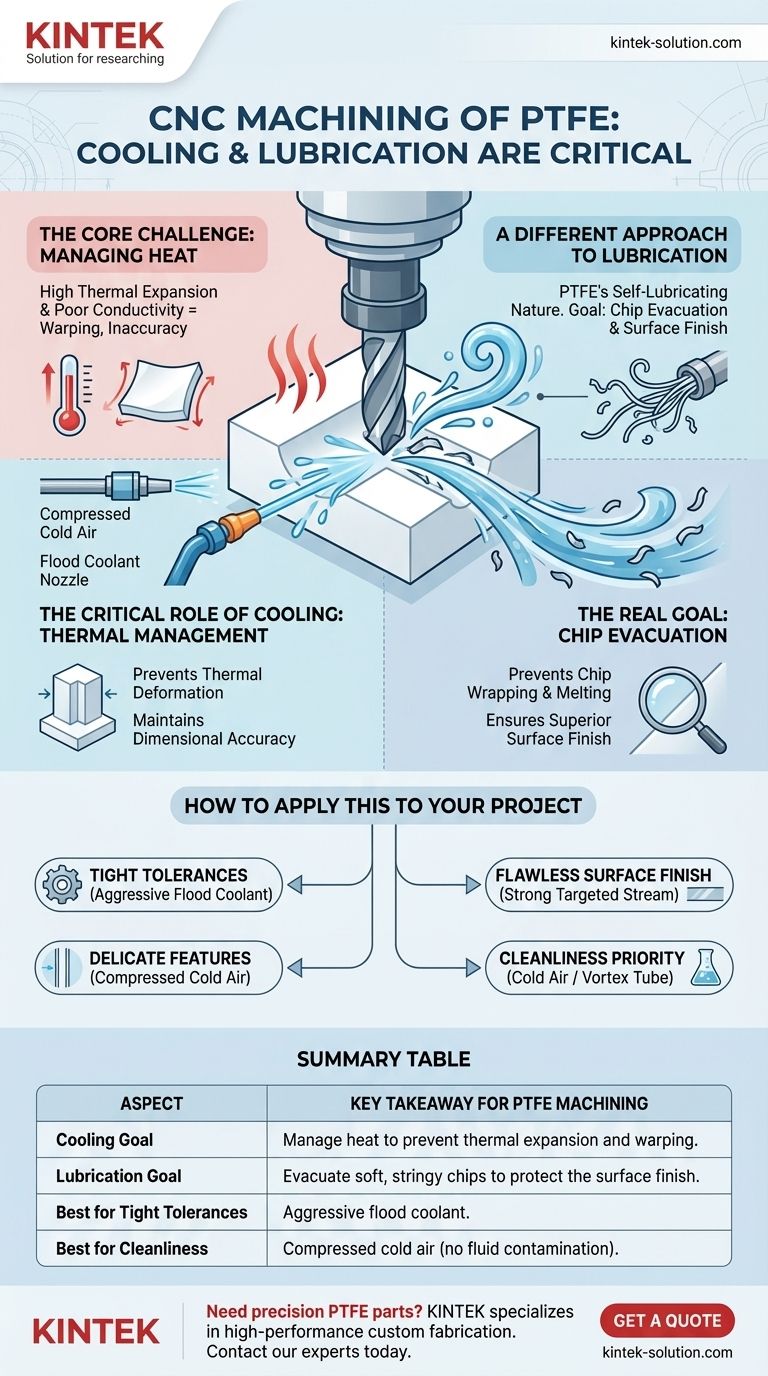
在 CNC 加工 PTFE 时,冷却和润滑不仅仅是有益的;它们是至关重要的。它们的主要作用是管理材料极高的热敏感性。有效的冷却直接防止热变形和翘曲,确保尺寸精度,而冷却液流则起到清除切屑的基本作用,以保持切削干净和卓越的表面光洁度。
由于 PTFE 是热导率差且热膨胀率高的材料,主动冷却是在保持尺寸稳定性方面最重要的单一因素。其自润滑特性意味着冷却液的目标更多地在于排屑,而不是摩擦。
核心挑战:管理 PTFE 中的热量
了解 PTFE 如何随热量变化是成功加工它的基础。其独特的性能带来了一套特定的挑战,而冷却和润滑正是为解决这些挑战而设计的。
高热膨胀率
PTFE 的热膨胀系数是聚合物中最高的之一。即使温度略有升高,材料也会显著膨胀,从而破坏紧密公差。
导热性差
与金属不同,PTFE 是一种优良的隔热体。它不会将热量从切削工具传导走。这会导致热量集中在接触点,从而导致局部熔化和变形。
后果:翘曲和不准确
高膨胀率和差导热性的结合是失败的根源。局部热量会导致材料不均匀膨胀,如果不加以妥善管理,将导致零件翘曲、特征不准确以及高报废率。

冷却的关键作用
冷却液是您抵御 PTFE 热挑战的主要防线。对于获得高质量的结果来说,它不是一个可有可无的步骤。
防止热变形
冷却系统的主要工作是从工件和刀具中尽可能快地带走产生的热量。这稳定了材料的温度,防止了导致翘曲的膨胀。
保持尺寸精度
通过在整个加工过程中将零件保持在恒定、较低的温度下,可以确保您切削的尺寸就是零件完成时的尺寸。这对于保持紧密公差至关重要。
常见的冷却方法
对于较轻的切削,**压缩冷空气**是一种有效且清洁的选择,可提供良好的散热和排屑效果。对于更具侵略性的加工或深切削,**大量冷却液**(通常是水溶性油)更胜一筹,因为它能带走更多的热量并强力冲刷切屑。
润滑的不同方法
虽然“冷却”和“润滑”这两个术语经常一起使用,但它们在加工 PTFE 时的功能有所不同。
PTFE 的自润滑特性
PTFE 的摩擦系数极低。该材料本质上是光滑的,这就是它常被用作不粘涂层和轴承的原因。因此,与金属加工相比,减少刀具和材料之间摩擦的润滑剂需求要不那么关键。
真正目标:排屑
PTFE 加工中冷却液流的主要功能是**控制切屑**。PTFE 会产生长而细的软切屑,这些切屑很容易缠绕在刀具上或熔化在零件表面。强力的冷却液流或气流对于立即清除切削区域的这些切屑至关重要。
改善表面光洁度
通过有效清除切屑,冷却液可以防止它们被二次切削或划伤成品表面。此操作对于获得光滑、无熔化材料的高质量表面光洁度至关重要。
了解陷阱
未能妥善管理热环境是加工 PTFE 时结果不佳的最常见原因。
冷却不足的风险
冷却流的任何中断或不足都会立即导致热量积聚。这可能在几秒钟内毁掉一个零件,使得持续且精准的冷却绝对必要。
切屑缠绕问题
如果气流或冷却液流量太弱,切屑将无法正常排出。这种缠绕会增加热量,损坏切削刀具,并破坏组件的表面光洁度。
冷却液污染
尽管有效,但液体冷却剂可能会渗入多孔的 PTFE 等级材料中。对于医疗或食品行业应用,您必须确保冷却液已获批准用于零件的最终用途,或者选择冷空气等清洁方法。
如何将此应用于您的项目
您的冷却和润滑策略应由您组件的具体要求决定。
- 如果您的主要重点是保持紧密公差:优先使用大量冷却液进行强力且一致的冷却,以消除任何热膨胀的可能性。
- 如果您的主要重点是完美的表面光洁度:使用强力、定向的冷却液流或冷空气,专门确保切屑立即从切削路径中清除。
- 如果您正在加工薄壁或精细特征:使用压缩冷空气以最小化切削压力,同时仍提供必要的冷却以防止特征翘曲。
- 如果零件清洁度是首要任务:完全依赖涡流管或其他冷气枪系统,以避免任何潜在的流体污染。
掌握热控制是实现 PTFE 加工中精确和可重复结果的关键。
总结表:
| 方面 | PTFE 加工的关键要点 |
|---|---|
| 冷却目标 | 管理热量以防止热膨胀和翘曲。 |
| 润滑目标 | 清除柔软、细长的切屑以保护表面光洁度。 |
| 最适合紧密公差 | 大量冷却液。 |
| 最适合清洁度 | 压缩冷空气(无流体污染)。 |
需要精确可靠地加工 PTFE 组件?在 KINTEK,我们专注于半导体、医疗、实验室和工业领域的定制高性能 PTFE 零件制造。我们在管理 PTFE 独特热挑战方面的专业知识确保您的原型和高批量订单满足最严格的尺寸和表面光洁度要求。
立即联系我们的 PTFE 加工专家,讨论您的项目并获取报价。
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 定制 PTFE 冷凝管回流反应冷凝纯化装置 半导体化学实验室设备
- 定制 PTFE 冷凝回流蒸馏纯化系统 500ml 耐腐蚀 低本底
- 耐腐蚀 PTFE 搅拌桨及可定制聚四氟乙烯分散盘
- 高纯度PTFE酸蒸清洗系统,痕量分析实验室器皿去污装置,采用防泄漏密闭回流技术及可定制多位容量



















