归根结底,PTFE 的高熔点具有误导性。 虽然材料在数控加工过程中不会熔化,但其出色的热稳定性伴随着一个关键弱点:它会因受热而显著软化和膨胀。这意味着主要挑战不是防止熔化,而是控制切削摩擦引起的热变形,以保持尺寸精度。
加工 PTFE 的核心问题不在于其熔点,而在于其高热膨胀率和软化倾向。成功完全取决于控制切削刃处的温度,以防止材料变形并影响最终零件的精度。
PTFE 热性能的悖论
PTFE 在高温下的耐受性声誉是其最终应用中的一大优势,但这可能会在制造过程中产生一种错误的安全性。数控加工的动态引入了使热量成为关键控制变量的因素。
高熔点与低刚度的对比
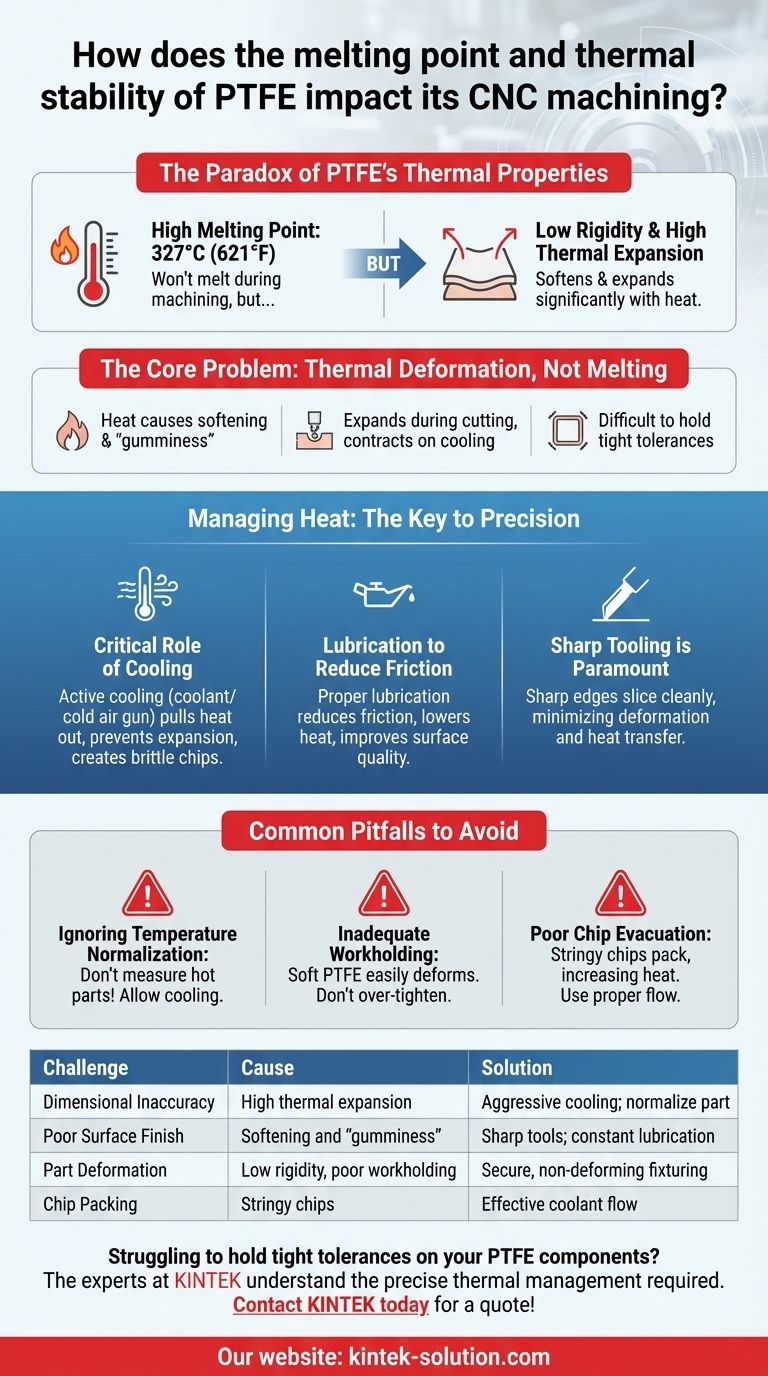
PTFE 的熔点非常高,为 327°C (621°F),并且可以持续在高达 260°C (500°F) 的温度下运行。
然而,PTFE 也是一种非常柔软、刚性较低的材料。切削刀具产生的摩擦会产生局部热量,尽管远低于熔点,但足以使材料软化、膨胀并变得“粘稠”。
这种行为会导致表面光洁度差,并使保持严格公差变得极其困难,因为零件在刀具本身的压力下可能会变形。
热膨胀才是真正的敌人
最重大的挑战是 PTFE 的高热膨胀系数。随着材料因加工而升温,它会膨胀。
如果一个部件在温暖时被加工到精确尺寸,那么当它冷却时会收缩,从而导致零件尺寸偏小且超出规格。这种影响是 PTFE 加工到严格公差时最常见的失效原因。

管理热量:精度的关键
由于热变形是中心挑战,因此加工策略的各个方面都必须以最小化和管理热量产生为导向。
冷却的关键作用
对于精密加工,主动冷却是不容妥协的。在接触点直接使用稳定的冷却液流或冷气枪至关重要。
这有两个目的:它将热量从工件中带走以防止热膨胀,并有助于产生更脆的切屑,使其干净地脱落而不是缠绕在刀具上。
润滑以减少摩擦
润滑是减少热量来源——摩擦——的关键。
适当的冷却液可以减少切削刀具与材料之间的摩擦,从而实现更干净的剪切作用。这不仅可以降低温度,还可以改善最终的表面质量。
锋利的刀具至关重要
使用专为软塑料设计的极其锋利的切削刀具至关重要。
钝刀具不会切割;它们会犁过材料,产生巨大的摩擦和热量。锋利的边缘可以干净地切削,最大限度地减少材料变形,并确保热量随切屑带走,而不是传递到零件内部。
应避免的常见陷阱
了解常见的失效模式对于制定成功的 PTFE 加工策略至关重要。
忽视温度归一化
一个常见的错误是在最后一次切削后立即对零件进行最终检查。残余热量会导致其处于膨胀状态。在进行任何关键测量之前,必须让零件在室温下冷却和稳定。
工作夹持不当
PTFE 的柔软性使其极易被夹紧压力压碎或变形。过度拧紧虎钳会扭曲原材料,一旦释放压力,加工到其上的任何特征都将不准确。夹具必须牢固,但不能使毛坯变形。
排屑不良
PTFE 产生的柔软、易拉伸的切屑很容易缠绕在切削刀具和主轴上。这种“切屑堆积”会增加摩擦,产生更多热量,并可能严重损害零件的表面光洁度。适当的冷却液流动对于将这些切屑从切削区域排出至关重要。
根据您的目标做出正确的选择
您的加工策略应根据最终部件最关键的要求进行调整。
- 如果您的首要重点是尺寸精度: 优先使用大量冷却液或冷气枪进行积极冷却,并在进行最终测量之前让零件完全恢复到室温。
- 如果您的首要重点是表面光洁度: 使用极其锋利、抛光的刀具和高正前角,并确保持续润滑以实现干净的剪切作用,而不是涂抹。
- 如果您的首要重点是生产速度: 小心地优化速度和进给量;更快并不总是更好,如果它引入了过多的热量而毁坏了零件并需要返工。
掌握 PTFE 加工归结为一个原则:控制热量,您就能控制零件。
摘要表:
| 挑战 | 原因 | 解决方案 |
|---|---|---|
| 尺寸不准确 | 切削热引起的高热膨胀 | 积极冷却;让零件恢复到室温 |
| 表面光洁度差 | 热量引起的软化和“粘稠” | 锋利、抛光的刀具;持续润滑 |
| 零件变形 | 低刚度和工作夹持不当 | 牢固、不使毛坯变形的夹具 |
| 切屑堆积 | 柔软、易拉伸的切屑缠绕在刀具上 | 有效的冷却液流动以排出切屑 |
在您的 PTFE 组件上保持严格公差有困难吗? KINTEK 的专家了解加工 PTFE 密封件、衬里和实验室用品所需的精确热管理。我们专注于半导体、医疗和实验室行业从原型到大批量订单的定制制造。让我们将我们在精密制造方面的专业知识应用于您的项目。
立即联系 KINTEK 讨论您的具体要求并获取报价!
图解指南
相关产品
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 高性能 PFA 盘管以及定制 PTFE 加工服务,提供焊接接头和精密弯管组件
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求



















