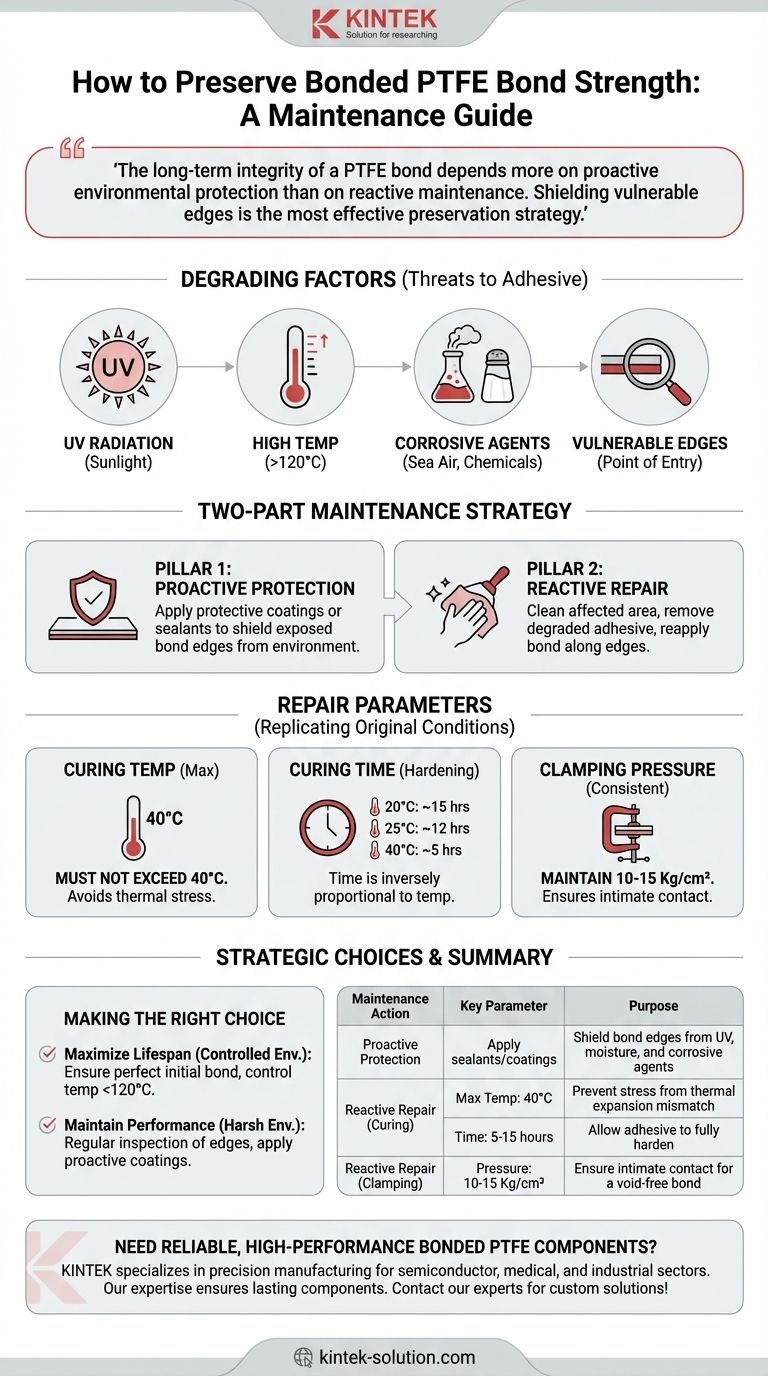
为保持粘接的PTFE,您必须保护它免受不利环境因素的影响,并在必要时进行有针对性的边缘修复。对粘接强度的主要威胁是过高的热量(高于120°C)、来自阳光的紫外线辐射以及腐蚀性元素,如海风或化学烟雾。
PTFE粘接件的长期完整性更多地取决于主动的环境保护,而不是被动维护。由于降解通常从暴露的边缘开始,因此保护这些脆弱的区域是最有效的保存策略。
降解PTFE粘接件的关键因素
了解什么会削弱粘接是有效维护的第一步。通常,失效点是粘合剂层,而不是PTFE本身。
环境暴露
持续暴露于各种元素是牢固PTFE粘接件的首要敌人。阳光(紫外线辐射)会随着时间的推移分解许多粘合剂的化学结构。
高温
超过120°C的温度会损害粘接件的完整性。对于任何粘接的PTFE组件来说,这是一个必须遵守的关键操作限制。
腐蚀性物质
空气中的化学物质会引发对粘合剂的腐蚀性攻击。常见的罪魁祸首包括海风(盐雾)和工业化学烟雾,它们会慢慢侵蚀粘接。
粘接边缘的脆弱性
降解几乎总是从粘接线的暴露边缘开始。这是环境因素最容易侵入粘合剂并开始分层的起点。

两部分维护策略
有效的维护包括在损坏发生之前进行预防,以及在损坏发生时进行正确的修复。
支柱1:主动保护
最有效的维护是预防性的。在暴露的粘接线上应用保护涂层或密封剂可以形成一个屏障,防止湿气、紫外线和腐蚀性物质的侵入。
这个简单的步骤可以保护粘接件的脆弱边缘免受环境影响,从而大大延长其使用寿命。
支柱2:被动修复
如果您发现粘接件的边缘开始变弱,则需要进行有针对性的修复。
该过程涉及仔细地清洁受影响的区域,以去除任何污染物或降解的粘合剂。之后,必须沿着清洁过的边缘重新施加粘合剂,遵循严格的操作指南。
了解修复参数
修复粘接件不仅仅是涂上更多的胶水那么简单。要实现牢固持久的修复,您必须复制原始粘接过程的条件。
固化温度
粘合剂的固化温度不得超过40°C。这是因为PTFE及其粘接的基材具有不同的热膨胀系数,较高的温度会在新粘接件固化时引起应力,从而削弱新的粘接。
固化时间
硬化时间与温度成反比。在20°C下,修复大约需要15小时固化;在25°C下需要12小时;在40°C下需要5小时。
夹紧压力
在整个固化(硬化)期间,必须保持一致的10-15 Kg/cm²的夹紧压力。这确保了表面之间的紧密接触和一个没有空隙的粘接线。
为您的目标做出正确的选择
您的维护策略应与组件的操作环境保持一致。
- 如果您的主要重点是在受控环境中最大限度地延长使用寿命: 确保初始粘接完美,并将操作温度严格控制在120°C限制以下。
- 如果您的主要重点是在恶劣环境中保持性能: 实施定期检查计划,重点关注粘接边缘,并主动使用保护涂层将其密封,防止腐蚀性物质侵入。
最终,保持粘接PTFE的强度在于尊重其环境限制并保护其最脆弱的部分。
摘要表:
| 维护操作 | 关键参数 | 目的 |
|---|---|---|
| 主动保护 | 应用密封剂/涂层 | 保护粘接边缘免受紫外线、湿气和腐蚀性物质的侵害 |
| 被动修复(固化) | 最高温度:40°C | 防止热膨胀不匹配引起的应力 |
| 被动修复(固化) | 时间:5-15小时(20-40°C) | 使粘合剂完全硬化 |
| 被动修复(夹紧) | 压力:10-15 Kg/cm² | 确保紧密接触,实现无空隙粘接 |
需要可靠、高性能的粘接PTFE组件吗? KINTEK 专注于半导体、医疗和工业领域PTFE密封件、衬里和定制实验室用品的精密制造。我们的专业知识确保您的组件即使在要求严苛的环境中也能持久耐用。立即联系我们的专家,讨论您的具体应用并获得从原型到大批量生产的定制解决方案。
图解指南
相关产品
- 适用于工业和高科技应用的定制PTFE密封带
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 可定制PTFE防烫隔热套与热板支撑脚 实验室台面保护热障
- 用于工业电气应用的高端定制 PTFE 绝缘垫片及耐腐蚀氟聚合物密封件
- 定制集成阀门与接头的耐腐蚀无析出PFA/FEP瓶盖系统用PTFE反应釜盖



















