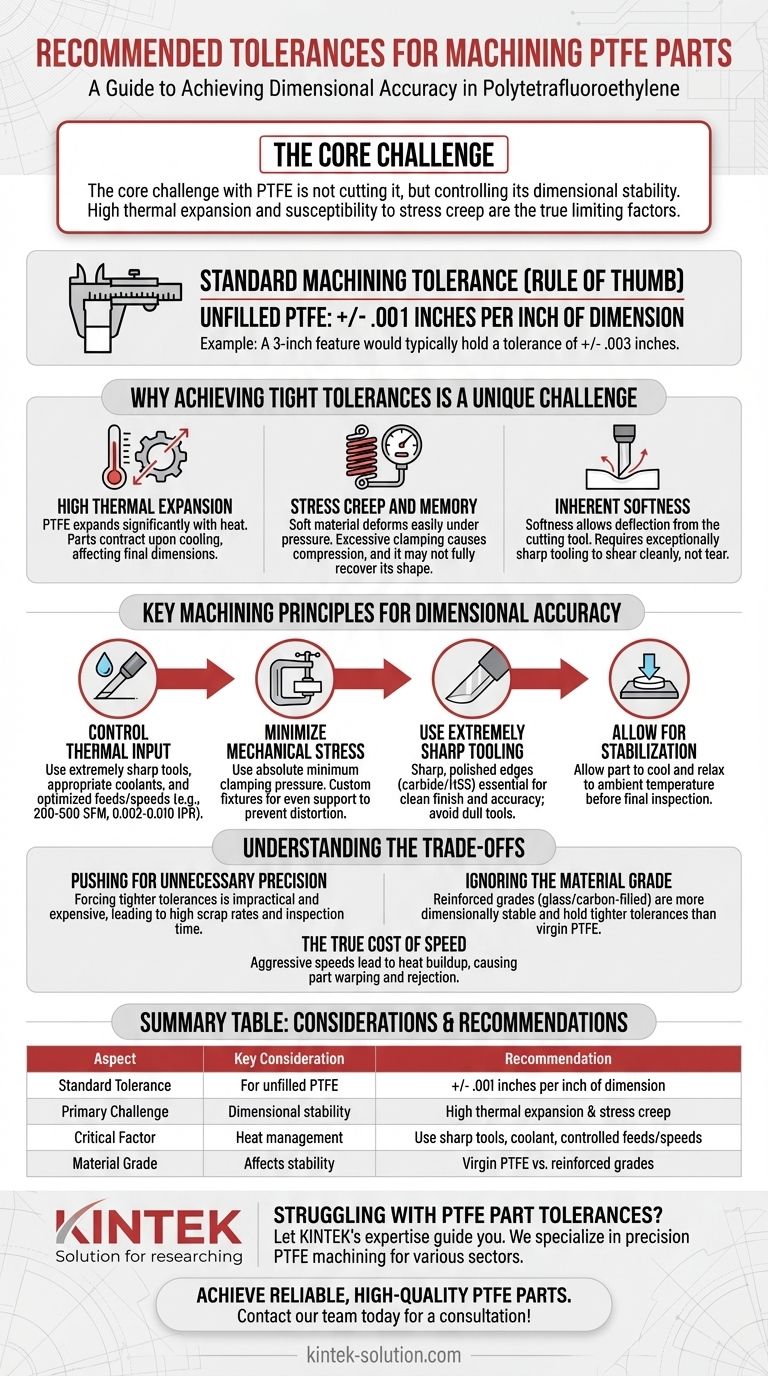
作为一条可靠的经验法则,未填充PTFE(聚四氟乙烯)的标准加工公差是每英寸尺寸+/- 0.001英寸。例如,一个3英寸的特征通常保持+/- 0.003英寸的公差。虽然可以实现更紧的公差,但要实现这些公差需要深入了解材料的独特行为和专业的加工技术。
PTFE的核心挑战不在于切割它,而在于控制其尺寸稳定性。虽然它的柔软性使其易于加工,但其高热膨胀性和对蠕变的敏感性才是实现紧公差的真正限制因素。
为什么在PTFE中实现紧公差是一个独特的挑战
成功加工PTFE需要顺应其特性,而不是与之对抗。几种固有的特性使其与金属或更坚硬的塑料根本不同。
高热膨胀
PTFE具有非常高的热膨胀系数。切削过程中产生的热量,即使很小,也会导致材料显著膨胀。当零件冷却到环境温度时,它会收缩,这意味着最终尺寸可能与在机床上测量的尺寸不同。
应力蠕变和记忆
这种材料很软,在压力下容易变形。加工过程中过度的夹紧力会压缩零件。释放后,它可能不会完全恢复到其原始形状,这种现象称为应力蠕变。这使得工件夹持成为一个关键变量。
固有的柔软性
虽然柔软性使PTFE易于切割,但也意味着如果支撑不当,材料可能会偏离切削刀具。它还需要极其锋利的刀具才能干净地剪切,而不是推或撕裂材料。

实现尺寸精度的关键加工原则
控制PTFE的独特性能取决于对加工过程的严格方法。成功更多地在于技巧,而不是激进的材料去除。
控制热输入
管理热量是唯一最重要的因素。这是通过使用极其锋利的刀具(优选硬质合金尖头)、适当的冷却剂以及优化的进给和速度来实现的。推荐的切削速度通常在每分钟200-500表面英尺的范围内,每转进给量为0.002"至0.010"。
最小化机械应力
使用固定工件所需的绝对最小夹紧力。通常需要定制的夹具来均匀支撑工件,以防止变形。避免过度拧紧虎钳或卡盘。
使用极其锋利的刀具
钝的刀具会产生过多的摩擦和热量,并且它们倾向于推挤材料而不是干净地切割它。锋利、抛光的切削刃(最好是硬质合金或高速钢(HSS)刀具上的)对于获得干净的表面光洁度和尺寸精度至关重要。
允许稳定化
加工后,必须允许零件冷却并松弛到稳定的环境温度,然后才能进行最终检查和测量。在零件仍然因切削而发热时对其进行测量将产生不准确的结果。
理解权衡
在不考虑其局限性的情况下设计PTFE会导致不必要的成本和高报废率。
追求不必要的精度
在原生PTFE上将公差推得比标准的+/- .001"每英寸更紧通常是不切实际且昂贵的。这会大大增加检查时间和零件被拒绝的可能性。
忽略材料等级
标准公差规则主要适用于未填充的原生PTFE。由于其较低的热膨胀和蠕变,增强等级(如玻璃填充或碳填充PTFE)的尺寸稳定性要高得多,可以保持更紧的公差。
速度的真正成本
试图以用于其他材料的激进速度和进给量加工PTFE是一个常见的错误。切削节省的时间很快就会因为零件因热量积聚而翘曲或超出公差而被浪费掉。
为您的设计做出正确的选择
您应用的具体要求应决定您对PTFE公差的处理方法。
- 如果您的主要重点是标准组件: 从一开始就将+/- .001"每英寸的规则考虑在内来设计您的零件,以确保具有成本效益的可制造性。
- 如果您的应用需要更紧的公差: 指定一种稳定的、增强的PTFE等级,并咨询经验丰富的机械师关于可行性和成本影响。
- 如果您自己加工零件: 通过使用锋利的刀具、冷却剂和最少、均匀分布的夹紧力,将热量和压力控制放在首位。
最终,成功的PTFE加工来自于尊重材料的固有特性,而不是与之对抗。
摘要表:
| 方面 | 关键考虑因素 | 建议 |
|---|---|---|
| 标准公差 | 未填充PTFE | 每英寸尺寸+/- 0.001英寸 |
| 主要挑战 | 尺寸稳定性 | 高热膨胀和应力蠕变 |
| 关键因素 | 热量管理 | 使用锋利的刀具、冷却剂和受控的进给/速度 |
| 材料等级 | 影响稳定性 | 原生PTFE与增强等级(玻璃/碳填充) |
在PTFE零件公差方面遇到困难?让KINTEK的专业知识为您指引。
我们专注于为半导体、医疗、实验室和工业部门加工精密PTFE组件(密封件、衬里、实验室用品)。我们对PTFE独特行为的深刻理解使我们能够提供您的应用所需的尺寸稳定性,从原型到大批量生产。
我们帮助您:
- 应用正确的公差以实现具有成本效益的可制造性。
- 选择最适合您需求的PTFE等级(原生或增强)。
- 利用专业技术来控制热膨胀和应力蠕变。
获得可靠、高质量的PTFE零件。立即联系我们的团队进行咨询!
图解指南
相关产品
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 耐腐蚀 PTFE 搅拌桨及可定制聚四氟乙烯分散盘



















