加工特氟龙(PTFE)是一种平衡的艺术,需要在其明显的柔软性和隐藏的挑战之间取得平衡。主要困难源于其低强度、高热膨胀系数以及在压力下容易变形的特性。建议的重点是使用极其锋利的刀具、通过适当的冷却剂和低切削速度来控制热量,以及在不引起变形的情况下固定工件。
核心挑战不在于切割特氟龙,而在于控制它。成功取决于通过使用极其锋利的刀具、轻柔的切削力以及严格的热管理来控制其固有的不稳定性——即其在压力下变形、随热膨胀和随时间蠕变的倾向。
核心挑战:了解特氟龙的特性
要有效地加工特氟龙,首先必须了解其独特的材料特性。这些特性是加工过程中遇到的几乎所有挑战的根本原因。
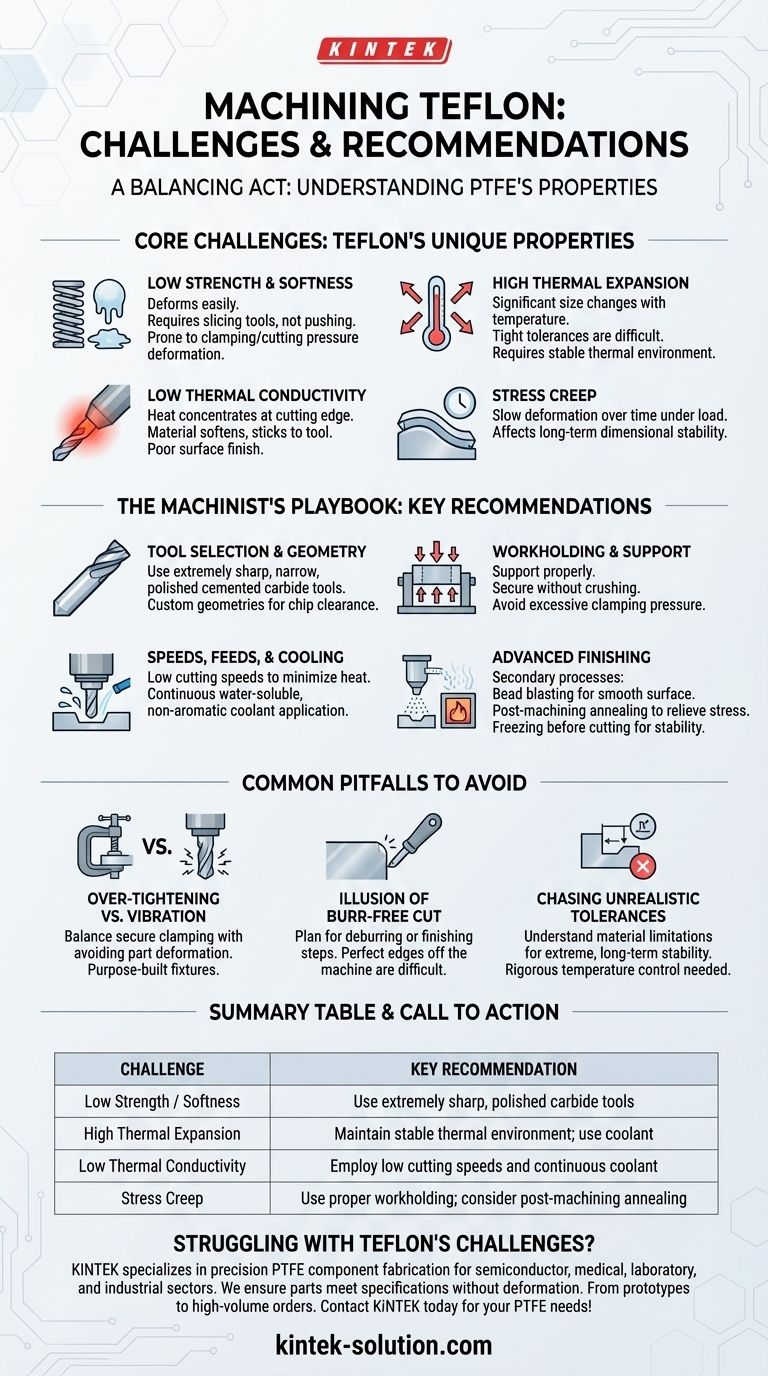
低强度和高柔软性
与金属甚至尼龙等其他塑料相比,特氟龙的强度非常低,而且异常柔软。
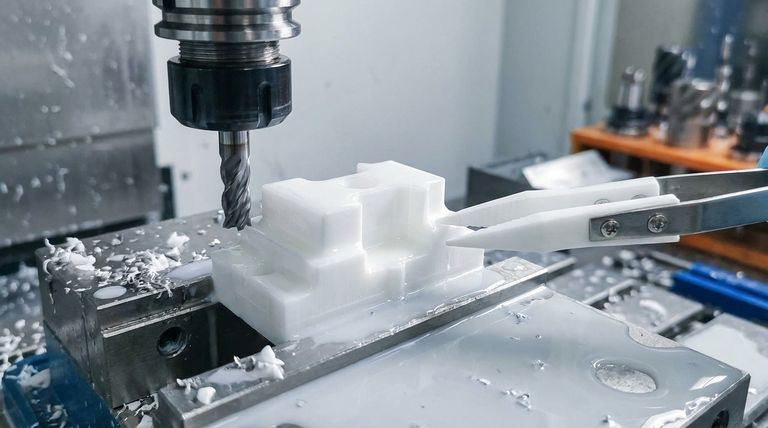
这意味着它在夹紧压力和切削压力下都容易变形。它需要能够干净利落地切削而不是推开材料的刀具。
高热膨胀
特氟龙会随着即使是微小的温度变化而显著膨胀和收缩。这种高热膨胀系数是实现紧密公差的主要障碍。
在某一温度下测量的零件在另一个温度下可能超出规格。为精密加工保持稳定的热环境至关重要。
低导热性
特氟龙是优良的绝缘体,这意味着它散热能力不佳。
加工过程中,热量会集中在切削刃处,而不是随切屑带走。这可能导致材料软化、粘附在刀具上并影响表面光洁度。
应力蠕变
特氟龙表现出应力蠕变,这意味着它在恒定载荷下会随着时间缓慢变形。
这会影响成品部件的长期尺寸稳定性,特别是如果它在加工过程中受到压力保持。
机械师的操作手册:关键建议
基于这些特性,出现了一套明确的最佳实践。遵循这些指南可以减轻最常见的问题,并带来可预测的高质量结果。
刀具选择和几何形状
正确的刀具是不可或缺的。用于金属的标准刀具将产生不良结果。
使用极其锋利、窄小的刀具,最好由硬质合金制成。刀具的抛光表面可减少摩擦并防止材料粘附。增强排屑的定制刀具几何形状非常有效。
工件夹持和支撑
您夹持工件的方式与切割方式同样重要。
材料必须得到适当的支撑并牢固夹紧,以防止振动或移动。然而,过度的夹紧压力会导致零件变形,从而导致切割不准确。
速度、进给和冷却
控制热量是主要目标。
使用低切削速度以最大限度地减少热量产生。强烈建议持续使用非芳香族、水溶性冷却剂来冷却工件和刀具,以改善表面光洁度和刀具寿命。
高级精加工和稳定化
为了获得最高质量的结果,可能需要二次加工。
喷砂处理可用于制造更光滑、更均匀的表面光洁度并去除轻微毛刺。在某些情况下,后加工退火(受控的加热和冷却过程)可以释放加工过程中积累的内部应力。为了获得极高的稳定性,一些机械师会在切割前暂时冷冻材料以减少变形。
应避免的常见陷阱
即使有了正确的策略,一些常见的错误也会损害最终零件的质量。了解这些权衡至关重要。
过度拧紧与振动
这是工件夹持中的核心难题。夹得太紧会压碎或变形零件,而夹得太松会导致刀具颤振和表面光洁度差。
解决方案需要使用专用的夹具,提供广泛的支撑,同时施加最小且均匀分布的压力。
无毛刺切割的错觉
由于特氟龙的柔软性,实现完全清晰、无毛刺的边缘极其困难。
预计需要进行去毛刺或精加工步骤。应在流程中规划此步骤,而不是试图直接从机器上获得完美的光洁度。
追求不切实际的公差
考虑到其热膨胀和应力蠕变,特氟龙不是要求极端、长期尺寸稳定性的部件的理想材料。
了解材料的局限性。如果您必须保持严格的公差,则需要在整个过程中,从存储到最终检查,进行严格的温度控制。
根据您的目标做出正确的选择
您具体的方法应根据您所创建零件的主要目标量身定制。
- 如果您的主要重点是高精度: 优先考虑车间绝对的热稳定性,并考虑后加工退火以确保尺寸精度。
- 如果您的主要重点是表面光洁度: 使用抛光的硬质合金刀具、持续的冷却剂流动,并准备使用喷砂等后处理方法。
- 如果您的主要重点是生产效率: 投资于定制的工件夹持装置,以便在不发生变形的情况下实现牢固、可重复的夹持,并使用高质量的硬质合金刀具来最大限度地延长刀具寿命。
通过以所需的方式精细处理特氟龙,您可以将其具有挑战性的特性转化为可预测和成功的成果。
摘要表:
| 挑战 | 关键建议 |
|---|---|
| 低强度/柔软性 | 使用极其锋利、抛光的硬质合金刀具 |
| 高热膨胀 | 保持稳定的热环境;使用冷却剂 |
| 低导热性 | 采用低切削速度和持续冷却剂 |
| 应力蠕变 | 使用适当的工件夹持;考虑后加工退火 |
正在为特氟龙独特的加工挑战而苦恼吗? KINTEK 专注于半导体、医疗、实验室和工业领域的精密 PTFE 组件制造。我们了解有效加工特氟龙所需的关键平衡,确保您的零件在没有变形的情况下满足精确的规格。我们在定制制造方面的专业知识——从原型到大批量订单——保证了卓越的结果。让我们来处理复杂性,这样您就能获得可靠、高性能的组件。立即联系 KINTEK 讨论您的 PTFE 项目需求!
图解指南
相关产品
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 定制PTFE套管和空心棒,适用于高级应用
- 适用于先进工业应用的定制聚四氟乙烯棒材



















