加工聚四氟乙烯(PTFE)的基本挑战在于其矛盾的特性。虽然它以柔软易切削而闻名,但其特性会导致刀具磨损速度惊人地快,尤其是在采用传统加工参数进行加工时。这种加速磨损主要由不正确的刀具几何形状、不正确的进给速度和过度的热量积聚引起,从而导致尺寸不准确和运营成本增加。
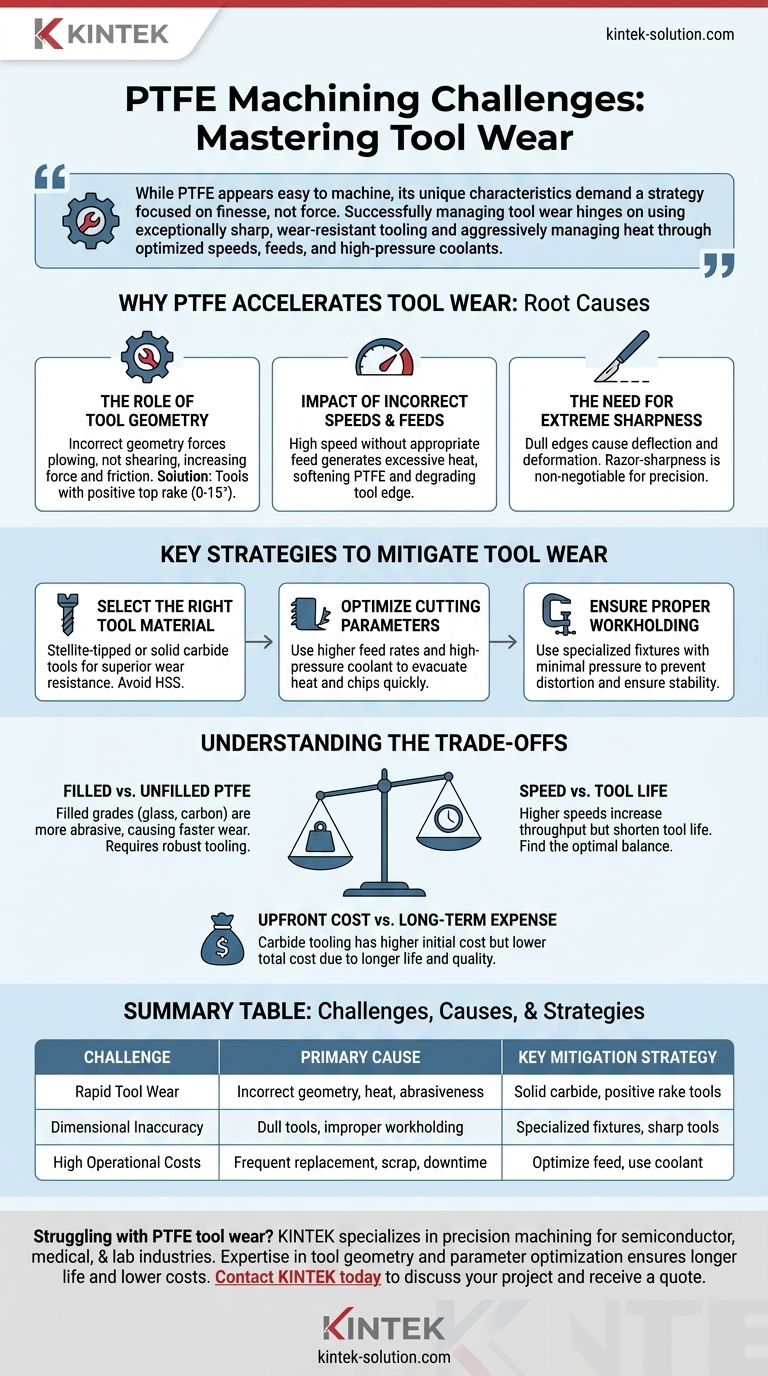
虽然PTFE看起来易于加工,但其独特的特性要求采取注重精细而非蛮力的策略。成功管理刀具磨损的关键在于使用极其锋利、耐磨的刀具,并通过优化的速度、进给和高压冷却剂积极管理热量。
为什么PTFE会加速刀具磨损
了解刀具磨损的根本原因,是减轻磨损的第一步。PTFE与切削刀具的相互作用方式与金属甚至其他聚合物有很大不同。
刀具几何形状的作用
不正确的刀具几何形状会迫使刀具犁切或使材料变形,而不是干净地切削。这会大大增加切削力和摩擦力。
具有正前角(0到15度之间)的刀具至关重要。这种几何形状可以形成更锋利的切削刃,从而减小压力,最大限度地减少热量积聚,并促进更平稳的切削作用。
不正确的速度和进给率的影响
尽管对于软材料来说,这似乎违反直觉,但如果未与适当的进给率配合使用,高速可能会适得其反。
让刀具旋转过快而没有足够快地进给,会产生过度的摩擦热。这种热量会使PTFE软化,使其变得粘稠,也可能使刀具本身的切削刃退化,从而加速磨损。
对极端锋利度的需求
即使是微小的钝切削刃,也无法有效地切削PTFE。相反,它会导致材料偏转和变形。
保持刀刃极其锋利是不可妥协的。定期检查和重新磨削对于保持性能和防止零件超出公差至关重要。

减轻刀具磨损的关键策略
幸运的是,通过一种注重正确工具和技术的有条不紊的方法,可以克服这些挑战。
选择正确的刀具材料
标准高速钢(HSS)刀具会非常快地磨损。
对于任何生产工作,司太乐(Stellite)镶片或整体硬质合金刀具是理想的选择。它们卓越的硬度和耐磨性提供了更长的使用寿命,并有助于更长时间地保持锋利的切削刃。
优化您的切削参数
目标是尽快切削材料并排出切屑,以防止热量积聚在刀具或工件中。
使用较高的进给率并配合适当的速度有助于实现这一点。此外,采用高压冷却剂在减少摩擦和清除切削区域的切屑方面非常有效。
确保正确的工作固定
PTFE的柔软性使其容易在压力下变形。过紧地拧紧虎钳或夹具会破坏零件的尺寸精度。
使用专为软材料设计的专用夹具,这些夹具能以最小的夹紧压力提供广泛的支撑。这可以防止零件翘曲,并确保零件在加工过程中保持稳定。
了解权衡
做出正确的决定通常涉及平衡相互竞争的因素。对于每种PTFE应用,都不存在单一的“完美”设置。
填充与未填充PTFE
填充等级的PTFE(例如玻璃或碳填充)具有卓越的机械性能,但磨蚀性要强得多。加工这些材料会导致比未填充PTFE更快的刀具磨损,需要更坚固的刀具(如硬质合金)和可能更慢的速度。
速度与刀具寿命
为了提高产量而追求最大切削速度,几乎总是会导致刀具寿命缩短。找到一个最佳平衡点至关重要,在这个平衡点上,零件可以高效生产,而不会导致过早的刀具失效和昂贵的停机时间。
前期刀具成本与长期费用
硬质合金刀具比HSS的初始投资更高。然而,这种成本很快就会被更长的刀具寿命、更少的废品率和更一致的零件质量所抵消,使其成为除一次性原型之外更经济的选择。
为您的目标做出正确的选择
您的具体目标应指导您的加工策略。使用以下几点作为优化流程的起点。
- 如果您的主要重点是最大的刀具寿命: 优先使用具有正前角的耐磨整体硬质合金刀具,并持续使用高压冷却剂。
- 如果您的主要重点是实现最紧密的公差: 强调使用夹紧压力最小的专用夹具,并确保您的刀具始终极其锋利。
- 如果您的主要重点是大批量生产: 投资于优化进给率以快速排出热量,并实施严格、定期的刀具重新磨削或更换计划。
通过将PTFE视为一种需要精度和特定技术的独特材料,您可以克服其挑战,并获得一致、高质量的结果。
摘要表:
| 挑战 | 主要原因 | 关键缓解策略 |
|---|---|---|
| 快速刀具磨损 | 不正确的几何形状、热量积聚、材料磨蚀性 | 使用具有正前角的整体硬质合金刀具 |
| 尺寸不准确 | 刀具钝化、工作固定不当、零件变形 | 采用专用夹具并保持刀具极其锋利 |
| 高运营成本 | 频繁更换刀具、废品、停机时间 | 优化进给率并使用高压冷却剂 |
正在为PTFE刀具磨损和零件不一致而苦恼吗? KINTEK专注于半导体、医疗和实验室行业的精密PTFE加工。我们在选择正确的刀具几何形状和优化切削参数方面的专业知识,可确保您的定制PTFE组件(从原型到大批量生产)实现更长的刀具寿命、更紧的公差和更低的成本。立即联系KINTEK,讨论您的项目并获取报价。
图解指南
相关产品
- 定制PTFE刮铲与取样勺双用耐腐蚀低本底白色氟聚合物工具
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 定制PTFE套管和空心棒,适用于高级应用
- 定制PTFE双头实验室药勺 耐化学腐蚀 不粘 药品级氟聚合物 取样工具
- 耐腐蚀性聚四氟乙烯取样勺铲 高纯度低背景 食品级 制药研究实验室工具



















