加工特氟龙 (PTFE) 主要受其基本材料特性的限制。 其柔软性、低机械强度、高热膨胀率以及在压力下变形(蠕变)的倾向带来了重大挑战。这些因素结合在一起,使得实现和保持严格的尺寸公差比加工金属或更坚硬的聚合物要困难得多。
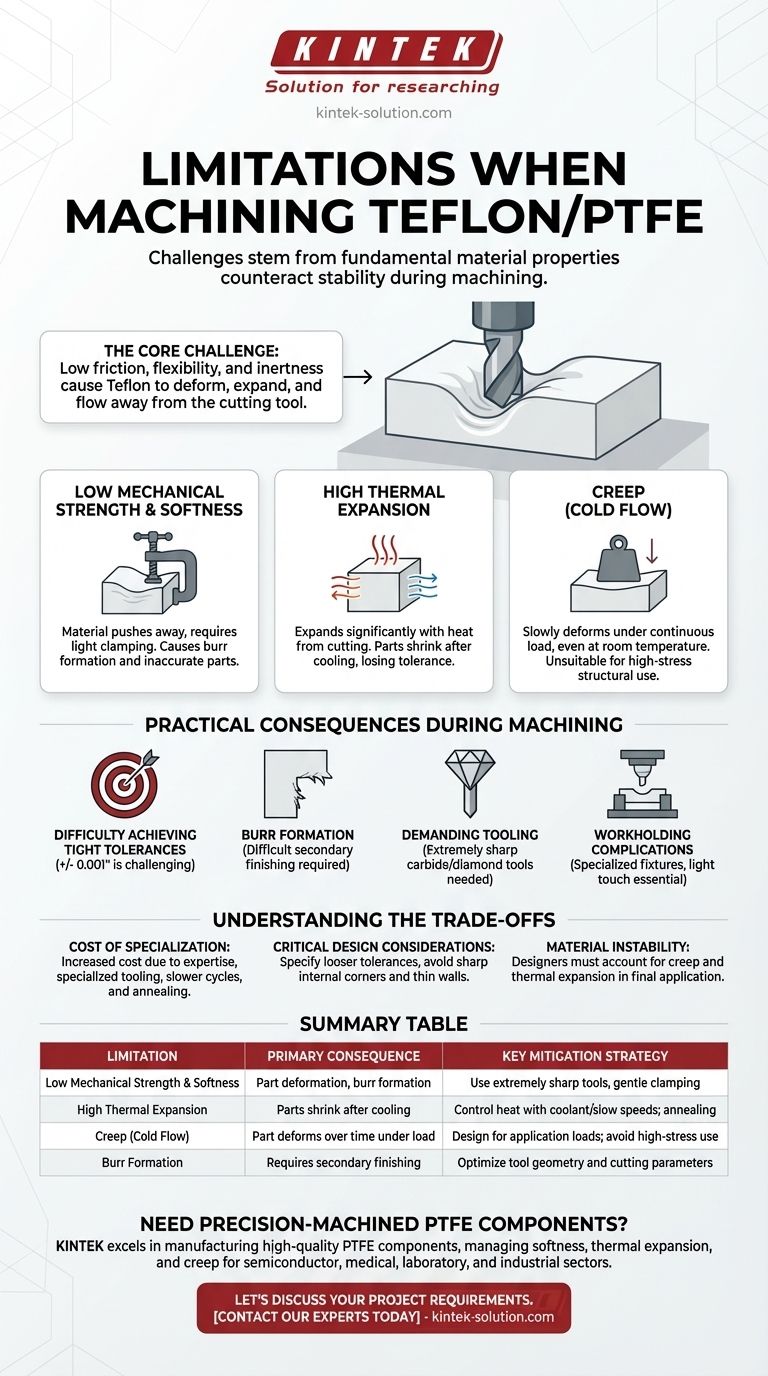
加工特氟龙的核心挑战在于,使其在应用中具有独特用途的那些特性——低摩擦、柔韧性和化学惰性——恰恰是导致其在制造过程中变形、膨胀并偏离切削工具的特性。
核心挑战:为什么特氟龙会“对抗”加工过程
要成功加工零件,材料必须稳定。它需要在夹紧压力下保持形状,并抵抗切削工具的热量和作用力。特氟龙的固有特性在几个关键方面不利于这种稳定性。
低机械强度和柔软性
特氟龙是一种极其柔软的材料。当切削工具施加力时,材料很容易发生变形或被推开,而不是干净地剪切。
这种柔软性也意味着它不能在机器虎钳中被紧紧夹紧。过度的夹紧压力会压碎或扭曲原材料,导致最终零件不准确。这也直接导致了毛刺的形成,即必须在二次操作中去除的薄薄的未加工材料的脊边。
高热膨胀
PTFE 具有非常高的热膨胀系数,这意味着它会随着温度变化而显著膨胀和收缩。切削工具产生的摩擦会产生局部热量。
由于特氟龙也是一种不良的导热体,这种热量不会迅速消散。正在加工的区域会变热、膨胀,然后被切削成尺寸。一旦零件冷却到室温,它就会收缩,可能不再在要求的公差范围内。
蠕变和冷流
蠕变,或称“冷流”,是特氟龙在持续载荷下(即使在室温下)缓慢永久变形的倾向。
这意味着零件在加工后可能尺寸准确,但如果它在一段时间内承受夹紧压力甚至在某些方向上承受自身重量,其形状可能会缓慢变化。这使得它不适合许多高负载的结构应用。

加工过程中的实际后果
这些材料特性直接转化为车间地面上的实际问题,需要专业知识和设备来克服。
难以达到严格的公差
这是最主要的后果。热膨胀、刀具压力下的变形和夹紧应力的结合使得精度变得困难。在特氟龙上保持 +/- 0.001 英寸的公差是一个重大挑战,而对于金属来说却是常规操作。
毛刺的形成
材料的柔软性意味着它经常被切削工具推或涂抹,而不是被干净地切削。这会在零件边缘产生明显的毛刺,这些毛刺很难且耗时地去除,而不会损坏零件表面。
苛刻的刀具要求
有效加工特氟龙需要极其锋利的切削工具,通常由硬质合金制成或带有金刚石尖端。钝的刀具会加剧材料变形和涂抹的倾向,导致表面光洁度差和尺寸不准确。根据使用的 PTFE 具体等级,这些锋利的刀具也可能很快磨损。
工件夹持的复杂性
您不能像固定铝或钢那样用力固定一块特氟龙块。机械师必须使用专业的夹具或非常轻柔的操作来牢固地固定材料,而不会引入会毁坏最终零件的应力或变形。
理解权衡
选择加工特氟龙零件意味着接受与成本、设计和制造复杂性相关的一套明确的妥协。
专业化的成本
成功加工特氟龙需要操作员的专业知识、专用工具,以及通常更慢的循环时间来控制热量积聚。在加工前后可能需要进行退火(受控的加热和冷却循环以释放内部应力)过程,以确保稳定性。这些因素不可避免地会增加每个零件的成本。
关键的设计考虑因素
工程师必须针对特氟龙的限制进行设计。这意味着尽可能指定现实的、更宽松的公差。在更坚硬的材料中易于创建的锐利内角、极薄的壁或复杂几何形状等特征,在特氟龙中可能不切实际或无法准确生产。
材料不稳定性是既定的事实
与金属零件不同,机加工的特氟龙部件永远不会是完全稳定的。设计人员和工程师必须在其最终装配和应用环境中考虑蠕变和热膨胀。在 70°F 的实验室工作台上有效的东西,在 100°F 的现场可能就无效了。
如何确保 PTFE 加工项目成功
为了减轻这些限制,您必须根据项目的最关键要求来指导您的方法。
- 如果您的主要重点是尺寸精度: 规定加工前后的退火处理,与在软聚合物方面经验丰富的机加工车间合作,并确保他们使用锋利的刀具和液体冷却剂。
- 如果您的主要重点是结构完整性: 设计具有充足壁厚和圆角的零件,避免薄或无支撑的特征,并了解特氟龙不应用于高负载、承重应用。
- 如果您的主要重点是成本效益: 只要您的应用允许,就放宽公差,简化零件几何形状,并与您的制造合作伙伴讨论材料选择,看看是否可以使用更易于加工的聚合物来满足您的需求。
最终,成功使用机加工特氟龙需要在其在正确应用中的无与伦比的性能与正确制造所需的主动和专业方法之间取得平衡。
摘要表:
| 限制 | 主要后果 | 关键缓解策略 |
|---|---|---|
| 低机械强度和柔软性 | 零件变形、毛刺形成、夹持困难 | 使用极其锋利的刀具、专用夹具、轻柔夹持 |
| 高热膨胀 | 冷却后零件收缩,失去公差 | 用冷却剂/慢速控制热量;加工前/后退火 |
| 蠕变(冷流) | 零件在持续载荷下随时间变形 | 根据应用载荷进行设计;避免高应力结构用途 |
| 毛刺的形成 | 需要二次精加工,增加成本/时间 | 优化刀具几何形状和切削参数 |
需要精密加工的 PTFE 组件吗?
驾驭加工特氟龙的挑战需要一个具有专业知识的合作伙伴。在 KINTEK,我们擅长为半导体、医疗、实验室和工业部门制造高质量的 PTFE 组件——从密封件和衬里到定制的实验室用品。
我们了解如何管理柔软性、热膨胀和蠕变,以提供您的应用所需的尺寸稳定性。无论您需要原型还是大批量生产,我们的精密生产和定制制造能力都能确保您的项目取得成功。
让我们讨论您的项目要求。立即联系我们的专家进行咨询。
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















