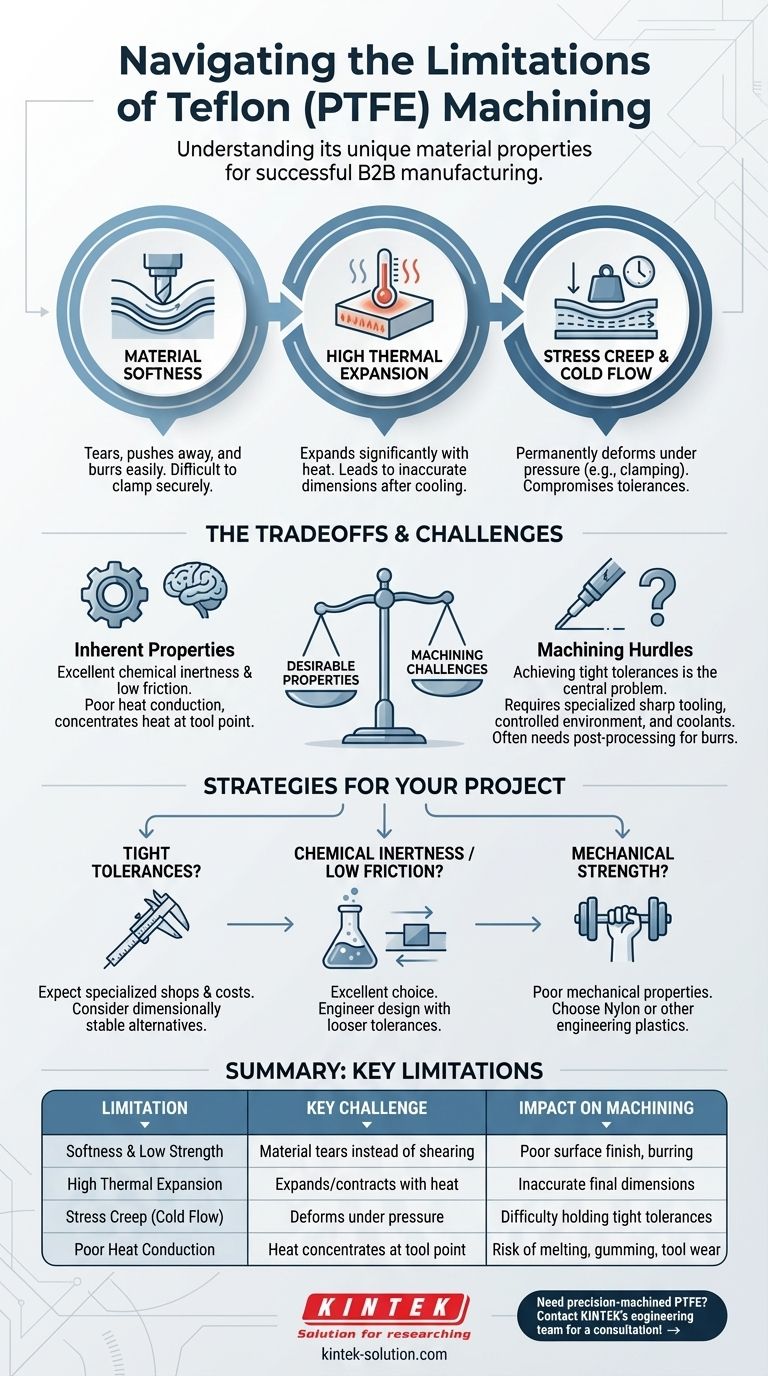
特氟龙(PTFE)加工的主要局限性在于其材料的柔软性、高热膨胀系数以及在压力下容易变形的趋势,这种现象被称为应力蠕变。这三个特性结合在一起,使得实现严格的尺寸公差、管理切削过程中的热量以及防止毛刺等表面缺陷变得极具挑战性。
特氟龙最大的优点——其化学惰性和低摩擦——直接源于使其难以高精度加工的相同分子特性。成功的关键不是与材料对抗,而是理解并适应其独特的行为。
核心挑战:一种矛盾的材料
特氟龙常被描述为易于加工,因为它柔软且切削力小。然而,这种柔软性也是其最大加工困难的根源。
柔软性和低强度
虽然锋利的刀具可以轻松穿过特氟龙,但材料的低强度意味着它通常会撕裂或从刀刃处推开,而不是干净地剪切。这可能导致表面光洁度差和严重的毛刺。
此外,其柔软性使得安全夹紧变得困难。压力过大会导致工件变形,而压力过小则会引起振动,从而破坏切削精度。
高热膨胀
特氟龙随温度变化膨胀和收缩的程度远超大多数材料。即使在加工过程中产生少量热量,也可能导致零件膨胀,一旦冷却,最终尺寸就会不准确。
这需要一个温度受控的环境,并仔细管理切削速度和进给量,以最大程度地减少热量产生。
应力蠕变和冷流
当受到机械应力(例如来自夹具或切削工具的压力)时,特氟龙会缓慢而永久地变形。这种“冷流”是保持严格公差如此具有挑战性的主要原因。
如果夹紧不当,零件的尺寸甚至在进行第一次切削之前就可能受到影响。
散热不良
特氟龙是一种优异的绝热体,这意味着它不能有效地将热量从切削工具中散发出去。热量集中在接触点,增加了材料熔化、堵塞工具以及加剧热膨胀问题的风险。
因此,通常建议使用非芳香族、水溶性冷却剂来管理热量并延长刀具寿命。

理解权衡
使用特氟龙的决定必须权衡其制造的实际情况。其理想的特性伴随着固有的制造挑战。
严格公差的难度
热膨胀、应力蠕变和柔软性的结合使得实现高精度成为特氟龙加工的核心问题。虽然可能实现,但这需要专业的知识、工具和工艺,这可能会增加成本。
毛刺和表面光洁度差的风险
由于其易撕裂的特性,特氟龙零件在加工后通常会带有毛刺,必须在二次操作中去除。这种后处理步骤通常是获得干净、成品零件所必需的。
对专用工具的需求
标准切削工具通常不适用于特氟龙。成功需要极其锋利的切削刃,具有特定的几何形状和窄型材,以最大程度地减少切削压力和热量产生。在某些情况下,为了获得最佳性能,会使用专用金刚石刀具。
如何将其应用于您的项目
了解这些局限性可以帮助您为设计和制造过程做出明智的决策。
- 如果您的主要关注点是严格的尺寸公差: 请认识到特氟龙是一种在这方面固有困难的材料,可能需要专业的机械加工车间或考虑使用更尺寸稳定的替代品。
- 如果您的主要关注点是化学惰性或低摩擦: 特氟龙是一个极好的选择,但您的设计必须在公差方面更宽松,以适应其材料特性。
- 如果您的主要关注点是机械强度: 请承认特氟龙的机械性能较差,尼龙或其他工程塑料通常是更好的选择。
成功利用特氟龙的关键在于发挥其优势,同时尊重其固有的加工局限性。
总结表:
| 局限性 | 主要挑战 | 对加工的影响 |
|---|---|---|
| 柔软性和低强度 | 材料撕裂而非剪切 | 表面光洁度差,毛刺严重 |
| 高热膨胀 | 随热量膨胀/收缩 | 冷却后最终尺寸不准确 |
| 应力蠕变(冷流) | 在压力下变形 | 难以保持严格公差 |
| 散热不良 | 热量集中在刀具接触点 | 熔化、粘连、刀具磨损风险 |
需要克服这些挑战的精密加工PTFE组件吗?
在 KINTEK,我们专注于加工特氟龙和其他高性能塑料,服务于半导体、医疗、实验室和工业领域。我们了解PTFE的独特特性,并拥有专业知识和专用工具来有效管理柔软性、热膨胀和应力蠕变。
我们提供您所需的精度,从定制原型到大批量生产,确保您的组件符合精确规格,同时不损害材料固有的优势。
让我们将我们的专业知识应用于您的项目。立即联系我们的工程团队进行咨询!
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 适用于先进工业应用的定制聚四氟乙烯棒材



















