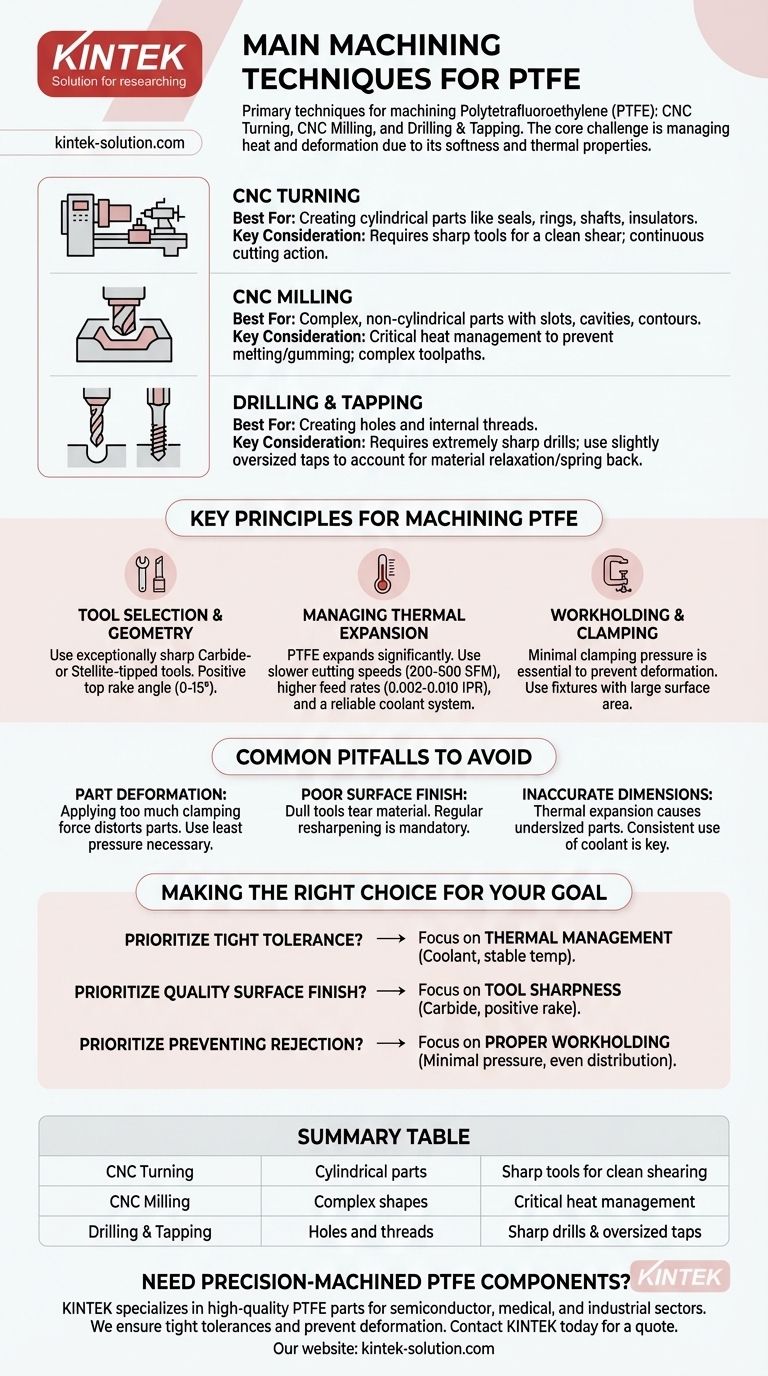
要加工聚四氟乙烯(PTFE),主要技术是数控车削、数控铣削、钻孔和攻丝。数控车削非常适合制造密封件和轴等圆柱形零件,而数控铣削则用于具有腔体和轮廓的更复杂形状。钻孔和攻丝是在材料内部创建孔和螺纹的标准操作。
加工PTFE的核心挑战不在于其硬度,而在于其柔软性、高热膨胀率和低导热性。成功完全取决于通过锋利的刀具、适当的速度和最小的夹紧压力来控制热量积聚和物理变形。
了解核心加工工艺
正确的工艺完全取决于最终零件所需的几何形状。可以使用所有标准设备,但必须根据PTFE的独特性能调整方法。
数控车削
数控车削涉及旋转PTFE棒材,同时切削刀具去除材料以形成圆柱形轮廓。此方法对于生产环、密封件、轴和绝缘体等零件非常高效。
连续的切削动作要求仔细控制刀具的锋利度,以确保干净的剪切而不是推挤或撕裂材料。
数控铣削
数控铣削使用旋转的多点切削刀具从静止的工件上去除材料。它是生产具有槽、口袋和复杂表面轮廓等特征的复杂非圆柱形零件的首选方法。
由于复杂的刀具路径的可能性,控制切削点的热量至关重要,以防止材料熔化或使刀具变粘。
钻孔和攻丝
钻孔产生孔,攻丝产生内螺纹。虽然看起来简单,但由于PTFE的弹性及其“回弹”倾向,这些操作需要特别考虑。
钻头必须极其锋利才能干净地切断纤维。攻丝时,通常需要使用稍大一点的丝锥,因为材料在工具移除后会松弛并略微收缩,导致最终螺纹直径变小。

加工PTFE的关键原则
与金属不同,加工PTFE是一场与热量和变形的斗争,而不是材料硬度。其独特的性能要求对刀具和机床参数采取特定的方法。
刀具选择和几何形状
正确的刀具是获得优质表面光洁度的最关键因素。刀具必须异常锋利才能干净地切片材料。
强烈推荐使用硬质合金尖头或司太乐(Stellite)尖头刀具,因为它们能够保持锋利的边缘并抵抗磨损。正前角(0到15度之间)有助于减小切削力和最小化摩擦。
控制热膨胀
PTFE会随着温度变化而显著膨胀和收缩,并且导热性差,这意味着热量会集中在切削点。
较低的切削速度(每分钟200到500英尺)结合较高的进给率(每转0.002到0.010英寸)有助于减少摩擦热。刀具在同一位置摩擦的时间更短,并且更大的切屑会将更多热量从工件带走。
强烈建议使用冷却系统来散发热量,防止材料膨胀而影响尺寸精度。
工件固定和夹紧
PTFE是一种软材料,在压力下很容易变形。这是零件失效的常见原因。
最小的夹紧压力对于牢固固定工件而不将其压碎或扭曲至关重要。使用具有更大接触面积的夹具可以帮助更均匀地分散夹紧力。
应避免的常见陷阱
在问题出现之前了解潜在问题是实现高效和成功的PTFE加工的关键。
零件变形
最常见的错误是施加过大的夹紧力,这会使零件变形。当零件释放时,它会弹回,加工后的尺寸将不正确。始终使用尽可能少的压力。
表面光洁度差
钝的切削刀具不会剪切PTFE;它会撕裂或推挤它。这会导致表面毛糙或粗糙。定期检查和重新锐化刀具是强制性的。
尺寸不准确
未能考虑热膨胀是尺寸不准确的主要原因。在零件冷却到环境温度时加工零件会导致零件尺寸偏小。持续使用冷却剂是最好的解决方案。
根据您的目标做出正确的选择
您的具体目标将决定您应该优先考虑哪些加工原则。
- 如果您的主要重点是严格的尺寸公差: 将热量管理置于首位。使用可靠的冷却系统,并在进行精加工切割之前让材料稳定在恒定温度下。
- 如果您的主要重点是高质量的表面光洁度: 您的首要任务是刀具的锋利度。使用带有正前角的专用、新锐化的硬质合金刀具,并避免刀具在任何单个点上停留过久。
- 如果您的主要重点是防止零件报废: 专注于正确的工件固定。设计夹具以支撑零件而不使其变形,并指示机械师使用最小的、均匀分布的夹紧压力。
最终,将PTFE视为一种独特的材料,而不是一种软金属,是生产准确、高质量部件的关键。
摘要表:
| 加工技术 | 最适合 | 关键考虑因素 |
|---|---|---|
| 数控车削 | 圆柱形零件(密封件、轴、环) | 连续切削;需要锋利的刀具才能干净地剪切。 |
| 数控铣削 | 复杂形状(槽、口袋、轮廓) | 关键的热量管理,以防止熔化/变粘。 |
| 钻孔和攻丝 | 制造孔和内螺纹 | 使用锋利的钻头和稍大一点的丝锥以适应材料回弹。 |
需要精密加工的PTFE组件吗?
KINTEK 专注于为半导体、医疗、实验室和工业领域制造高质量的PTFE零件——包括密封件、衬里和定制实验室用品。我们了解加工PTFE以防止变形和确保紧密公差的关键原则。
无论您需要原型还是大批量订单,我们在定制制造方面的专业知识都能提供您的应用所需的可靠性。
立即联系 KINTEK 获取报价,看看我们如何以精度和专业知识将您的 PTFE 项目变为现实。
图解指南
相关产品
- 适用于化工处理和实验室混合的定制PTFE分散盘和搅拌棒
- 用于PM2.5分析的高纯度PTFE滤膜切割器,配备陶瓷刀片,可定制实验室滤纸分割器
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 用于痕量分析与洁净室实验室的高纯PTFE方形膜切割分样器
- 用于螺纹样品分离装置的高温PTFE反应筛,可定制层数与精密孔径



















