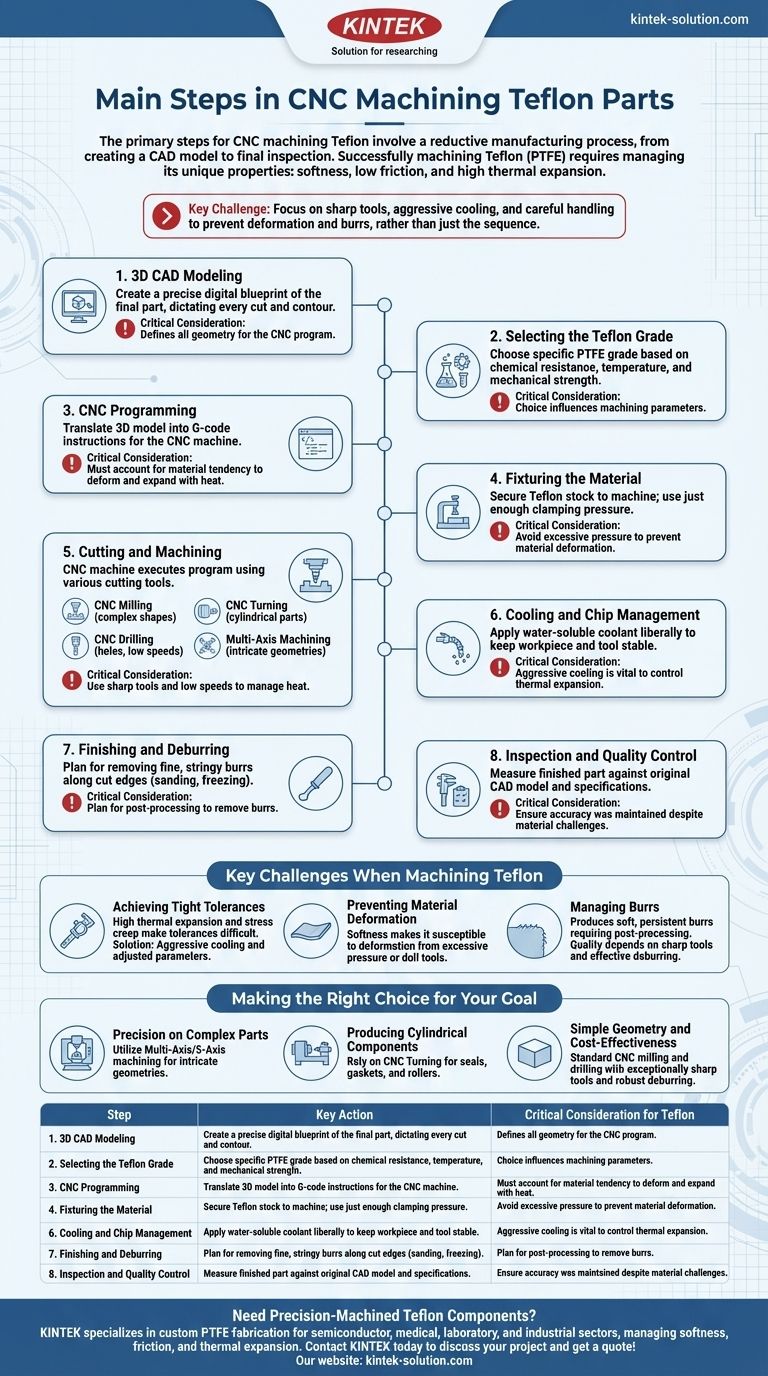
数控加工特氟龙的主要步骤包括创建CAD模型、选择材料等级、编程机器、固定工件、执行切削操作、管理冷却和排屑、完成零件加工以及进行最终质量检查。这个过程是一种减材制造技术,通过计算机引导切削工具去除材料并塑造最终部件。
虽然这些步骤看起来很标准,但成功加工特氟龙(PTFE)的关键不在于顺序,而在于管理材料的独特性能。其柔软性、低摩擦和高热膨胀要求采用特定的方法,侧重于锋利的工具、积极的冷却和小心处理,以防止变形和毛刺。
加工过程:详细分解
了解过程的每个阶段对于避免与这种多功能但具有挑战性的聚合物相关的常见问题至关重要。
步骤1:3D CAD建模
在任何加工开始之前,需要创建最终零件的精确3D CAD(计算机辅助设计)模型。这份数字蓝图规定了数控机床将执行的每一个切削、孔和轮廓。
步骤2:选择特氟龙等级
并非所有特氟龙都相同。根据应用对耐化学性、耐温性和机械强度的要求,选择特定的PTFE等级。这种选择会影响加工参数。
步骤3:数控编程
3D模型被转换为数控机床可以理解的一组指令,称为G代码。对于特氟龙,程序必须考虑到材料在受热时容易变形和膨胀的特性。
步骤4:固定材料
特氟龙毛坯被固定在数控机床的工作台面上。由于特氟龙柔软且易于压缩,因此施加足够的夹紧力以牢固固定材料而不使其变形至关重要。
步骤5:切削加工
数控机床执行程序,使用各种切削工具对零件进行成形。具体方法取决于零件的几何形状。
- 数控铣削:用于高精度切削复杂形状、槽和平面。
- 数控车削:非常适合制造密封件和衬套等圆柱形或中空部件。
- 数控钻孔:用于钻孔,但需要低速以防止热量积聚和材料熔化。
- 多轴加工:用于高度复杂的几何形状,要求工具从多个角度以极高的精度接近零件。
步骤6:冷却和排屑管理
特氟龙的高热膨胀系数意味着摩擦产生的热量会破坏零件精度。大量使用水溶性冷却剂对于保持工件和工具的稳定温度至关重要。具有更好排屑能力的定制工具也很有益。
步骤7:精加工和去毛刺
特氟龙容易在切削边缘产生细长、丝状的毛刺。必须提前规划去毛刺策略。常见的精加工技术包括仔细打磨,甚至将零件冷冻以使毛刺变脆,更易于去除。
步骤8:检验和质量控制
对成品零件进行测量和检查,对照原始CAD模型和规格。这确保了尽管材料存在挑战,但仍保持了尺寸精度。

加工特氟龙时的主要挑战
忽视特氟龙的独特性能是失败最常见的原因。成功需要预测并缓解这些特定的挑战。
实现严格公差
特氟龙的高热膨胀率和应力蠕变趋势使得保持严格公差变得困难。材料在切削过程中受热膨胀,冷却时收缩。这必须通过积极冷却和调整加工参数来管理。
防止材料变形
材料的柔软性使其极易变形。这可能发生在固定过程中夹紧力过大,或者钝刀具的力压在材料上而不是干净地剪切它。
管理毛刺
与产生干净切屑的刚性金属不同,特氟龙会产生柔软、持久的毛刺。这使得后处理几乎是强制性的。精加工的质量与切削工具的锋利度和去毛刺过程的有效性直接相关。
为您的目标做出正确选择
您的加工策略应由最终部件的具体要求决定。
- 如果您的主要重点是复杂零件的精度:利用多轴/五轴加工以实现最高精度的复杂几何形状。
- 如果您的主要重点是生产圆柱形部件:依靠数控车削,因为它是生产密封件、垫圈和滚筒等零件最有效和直接的方法。
- 如果您的主要重点是简单几何形状和成本效益:标准数控铣削和钻孔是合适的,但您必须优先使用极其锋利的工具并制定可靠的去毛刺计划。
最终,掌握特氟龙加工来自于尊重材料的独特行为并相应地调整您的工艺。
总结表:
| 步骤 | 关键行动 | 特氟龙的关键考虑因素 |
|---|---|---|
| 1. CAD建模 | 创建3D数字蓝图 | 定义数控程序的所有几何形状 |
| 2. 材料选择 | 选择合适的PTFE等级 | 基于化学、温度和强度需求 |
| 3. 数控编程 | 从CAD模型生成G代码 | 必须考虑热膨胀和柔软性 |
| 4. 固定 | 将材料毛坯固定到机器上 | 避免过大的夹紧力以防止变形 |
| 5. 切削操作 | 铣削、车削或钻削零件 | 使用锋利的工具和低速来控制热量 |
| 6. 冷却和排屑 | 施加冷却剂并清除碎屑 | 积极冷却对于控制热膨胀至关重要 |
| 7. 精加工 | 去毛刺并平滑零件 | 计划后处理以去除丝状毛刺 |
| 8. 质量检验 | 验证尺寸和规格 | 确保尽管材料存在挑战,但仍保持了精度 |
需要精密加工的特氟龙部件吗?
成功加工PTFE需要专业的知识来管理其柔软性、低摩擦和高热膨胀。 KINTEK 专注于为半导体、医疗、实验室和工业领域定制生产高质量的PTFE部件——包括密封件、衬里和实验室器皿。
我们结合精密生产和深厚的材料知识,提供符合您精确规格的零件,从原型到大批量订单。
立即联系KINTEK 讨论您的项目并获取报价!
图解指南
相关产品
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 用于石化加工的高温特氟龙连续反应系统及耐氢氟酸三口烧瓶
- 用于半导体加工和高纯度化学品处理的耐腐蚀 PTFE 反应托盘及定制特氟龙花篮



















