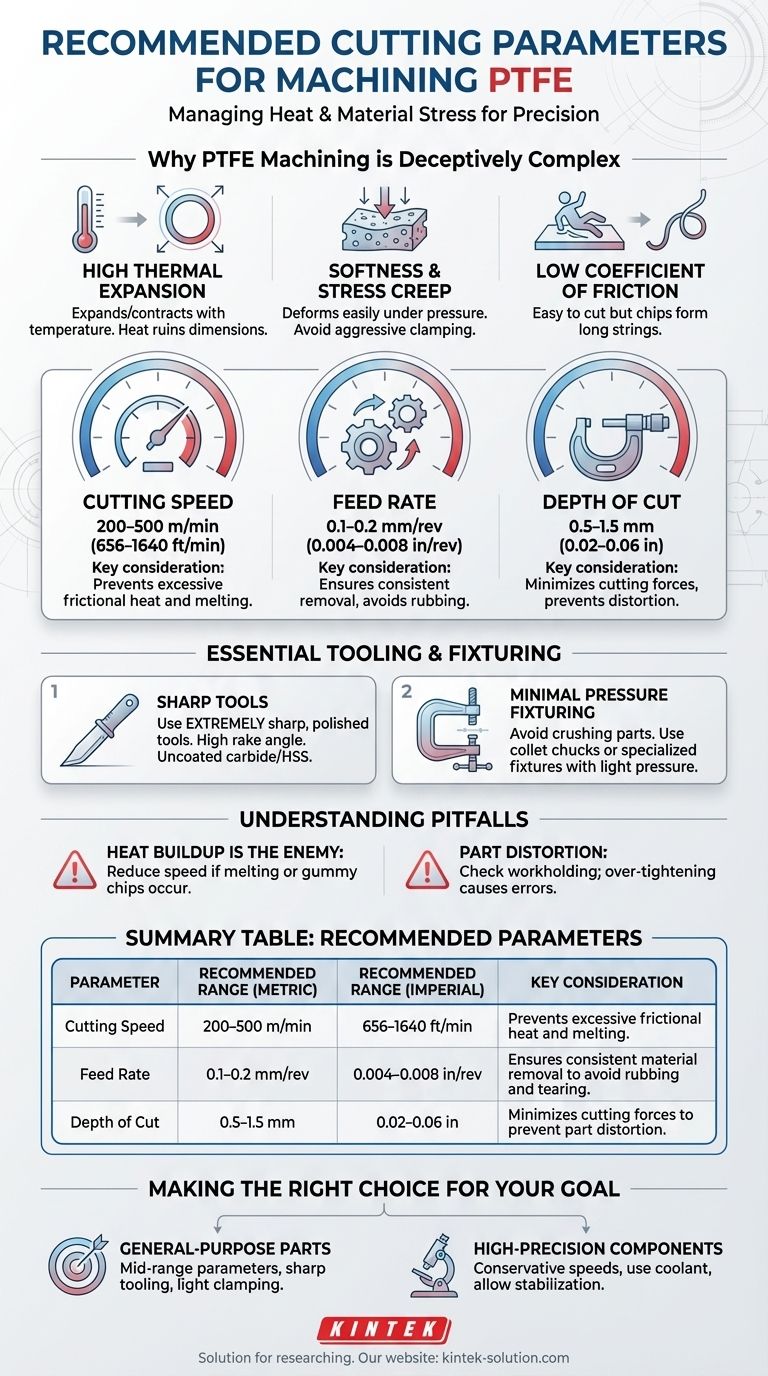
对于加工 PTFE,推荐的参数是切削速度 200–500 米/分钟 (656–1640 英尺/分钟),进给率为 0.1–0.2 毫米/转 (0.004–0.008 英寸/转),以及 0.5–1.5 毫米 (0.02–0.06 英寸) 的浅切削深度。这些设置旨在控制热量产生并最大限度地减少材料应力,这是使用这种材料时的主要挑战。
加工 PTFE 的核心挑战不在于切削过程本身(这相当容易),而在于控制材料对热量和压力的反应。成功与否更多地取决于对 PTFE 独特性能(如高热膨胀性和柔软性)如何影响尺寸精度的理解,而不是严格遵守精确的数字。
为什么 PTFE 加工具有欺骗性的复杂性
尽管 PTFE 的柔软性和低摩擦性使其加工起来似乎很简单,但其固有的特性带来了独特的挑战。掌握这些特性是生产精确部件的关键。
高热膨胀系数
PTFE 会随温度变化而显著膨胀和收缩。切削产生的摩擦会产生热量,这可能导致材料在加工过程中膨胀,冷却时收缩,从而破坏最终尺寸。
这一特性是使用中等切削速度和锋利刀具的主要原因——以最大限度地减少热量积聚。
柔软性和应力蠕变
PTFE 是一种柔软的材料,在压力下很容易变形或压缩。激进的夹紧或重切削力会使工件变形,导致不精确。
材料还会在恒定载荷下随时间缓慢变形,即“蠕变”,这使得牢固、无损的夹具有关成为关键问题。
低摩擦系数
这一众所周知的特性使得 PTFE 易于切割,只需很小的力。然而,这也意味着切屑不易断裂,通常形成长而连续的丝状物,可能会缠绕在刀具和工件上。

推荐的加工参数解释
标准参数是一个起点,旨在通过缓解材料的自然倾向来平衡速度与质量。
切削速度:200–500 米/分钟 (656–1640 英尺/分钟)
这个范围足够快,可以有效去除材料,但又足够慢,可以防止产生过多的摩擦热。超过此速度有熔化 PTFE 的风险,导致表面光洁度差和尺寸不稳定。
进给率:0.1–0.2 毫米/转 (0.004–0.008 英寸/转)
稳定、适中的进给率可确保刀具持续切削而不是摩擦材料。这种一致的去除可以防止不必要的热量产生和材料撕裂。
切削深度:0.5–1.5 毫米 (0.02–0.06 英寸)
浅切削可最大限度地减少施加在材料上的切削力。这对于防止柔软的 PTFE 弯曲、变形或被刀具推开(这将影响精度)至关重要。
必要的刀具和夹具
您的设置与您的切削参数一样重要。正确的刀具和工件夹持方法是实现精度的必要条件。
选择合适的切削刀具
务必使用极其锋利和抛光的切削刀具。具有高前角和显著后角的未涂层硬质合金或高速钢 (HSS) 刀具是理想的选择。
锋利的边缘可以干净地剪切材料,而不是犁过它,这可以大大减少热量和切削压力。
使用最小压力的夹具
避免可能压碎或变形部件的标准虎钳卡爪。使用专为软材料设计的夹具或夹紧力最小的夹头夹具。
目标是在大表面积上提供足够的支撑,以牢固地固定工件,而不会引起任何压缩或变形。
了解权衡和陷阱
使用 PTFE 获得紧密公差需要预料并管理其独特的行为。
紧密公差的挑战
由于其高热膨胀性和蠕变倾向,保持公差比 ±0.005 英寸 (±0.13 毫米) 紧可能会很困难。
对于许多应用来说,PTFE 的天然回弹性使其能够适应配合部件,使得极紧的公差没有必要。应根据其特性进行设计,而不是强迫它表现得像金属一样。
热量积聚是主要敌人
几乎 PTFE 加工中的每一个问题——从表面光洁度差到尺寸不准确——都可以追溯到过多的热量。如果您看到熔化或粘性切屑的迹象,请立即降低切削速度。
夹紧引起的部件变形
如果您的最终部件不符合规格,请首先检查您的工件夹持。夹具拧得过紧是导致变形和不准确结果的最常见原因,即使切削参数完美也是如此。
根据您的目标做出正确的选择
根据您正在生产的部件的具体要求调整您的方法。
- 如果您的主要重点是通用部件: 从推荐参数的中等范围开始,并专注于使用锋利的刀具和轻柔的夹紧压力以获得可靠、一致的结果。
- 如果您的主要重点是高精度部件: 从保守的切削速度开始,以最大限度地减少热膨胀,如果可能,使用冷却剂,并在进行精加工或最终测量之前让材料在室温下稳定下来。
最终,成功的 PTFE 加工是一种精细的过程,要求您顺应材料的特性,而不是与之对抗。
摘要表:
| 参数 | 推荐范围(公制) | 推荐范围(英制) | 关键考虑因素 |
|---|---|---|---|
| 切削速度 | 200–500 米/分钟 | 656–1640 英尺/分钟 | 防止过多的摩擦热和熔化。 |
| 进给率 | 0.1–0.2 毫米/转 | 0.004–0.008 英寸/转 | 确保一致的材料去除,避免摩擦和撕裂。 |
| 切削深度 | 0.5–1.5 毫米 | 0.02–0.06 英寸 | 最大限度地减少切削力,防止部件变形。 |
需要精密加工的 PTFE 部件吗?
在 KINTEK,我们擅长掌握 PTFE 加工的微妙平衡。我们了解锋利的刀具、最小的夹紧压力和精确的参数对于克服 PTFE 的热膨胀和柔软性的关键重要性。
我们为半导体、医疗、实验室和工业领域制造高质量的 PTFE 部件——包括密封件、衬里和定制实验室用品。无论您需要原型还是大批量生产,我们的专业知识都能确保您的部件具有卓越的尺寸稳定性并符合精确的规格。
让我们将我们的精密生产和定制制造专业知识为您服务。立即联系 KINTEK 讨论您的项目要求!
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















