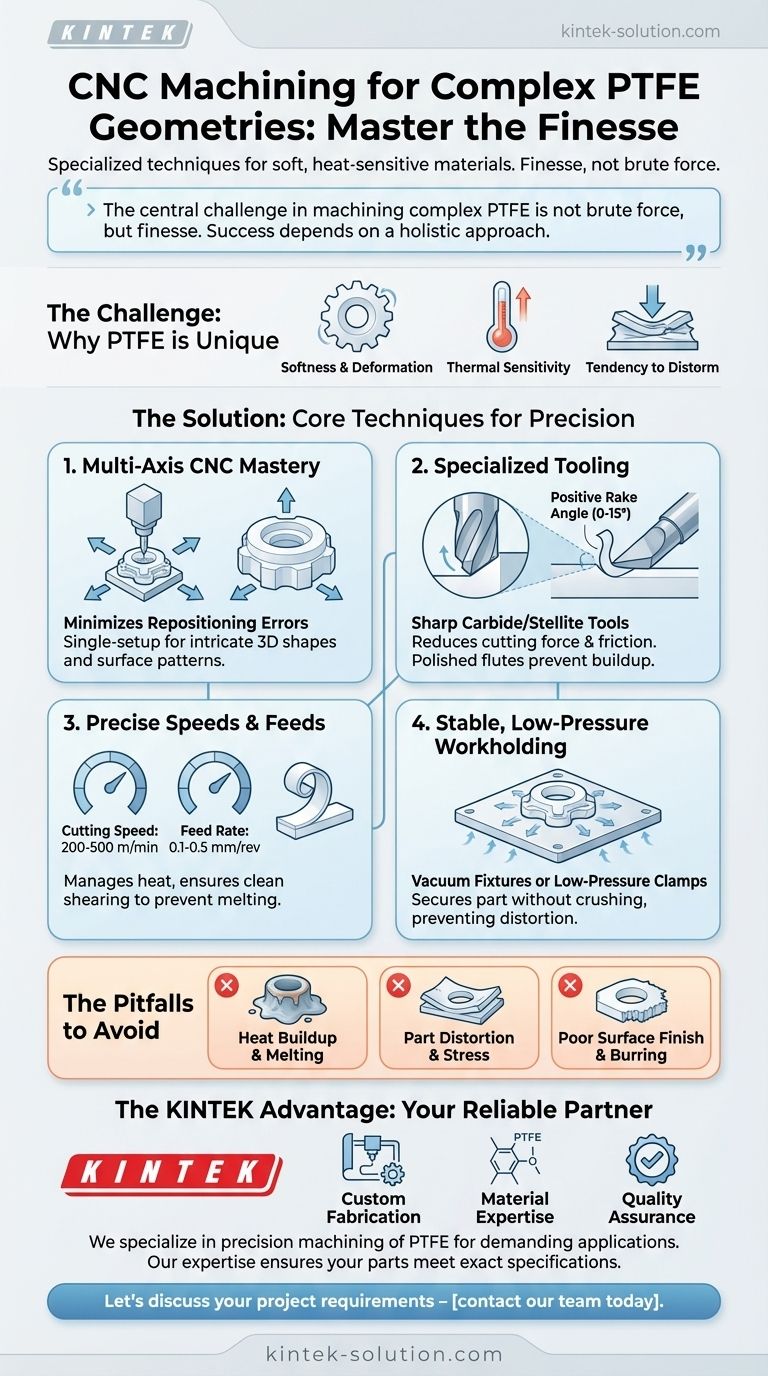
加工复杂的聚四氟乙烯几何形状需要一套专门的技术系统,重点在于管理材料独特的柔软性、热敏感性以及在压力下易于变形的特性。核心方法包括使用多轴 CNC 机床以最大限度地减少零件搬动、采用极其锋利的硬质合金或司太乐(Stellite)刀具、保持精确的速度和进给量以防止熔化,以及利用真空夹具等稳定的工件夹持方式来固定零件而不引起变形。
加工复杂 PTFE 的核心挑战不在于蛮力,而在于技巧。成功取决于一种整体方法,该方法优先考虑最小化切削力、管理切削刃处的热量,并在整个过程中防止工件发生任何变形。
基础:为什么多轴加工至关重要
聚四氟乙烯 (PTFE) 由于其较低的机械强度和较高的热膨胀系数,是一种独特的挑战性材料。对于复杂的零件,机床技术的选择是第一个也是最关键的决定。
最小化重新定位误差
多轴 CNC 机床,如五轴铣床,对于复杂的几何形状是不可或缺的。它们允许切削刀具在一次装夹中从多个角度接近工件。
这种单次装夹的方法对 PTFE 至关重要。每次松开和重新定位柔软的零件时,引入几何误差、变形或表面痕迹的风险都会显著增加。
实现复杂的加工操作
不同的 CNC 操作用于在 PTFE 零件上创建特定的特征。
- CNC 铣削:用于创建复杂的三维形状、型腔和精细的表面图案。
- CNC 车削:非常适合高精度地生产密封件、环和轴等圆柱形部件。
- 钻孔和攻丝:用于创建精确的孔和内螺纹,但这需要锋利的刀具和仔细的切屑清除,以避免材料熔化。

关键的刀具和切削参数
刀具与材料的接触面是加工 PTFE 时最常发生故障的地方。正确的刀具和设置可以防止撕裂、熔化和产生毛刺。
刀具材料和几何形状
加工 PTFE 的理想刀具必须极其锋利且耐磨。
- 刀具材料:首选硬质合金尖端或司太乐尖端刀具。它们保持超锐利边缘的能力可以最大限度地减少摩擦并降低切削过程中产生的热量。
- 刀具几何形状:刀具应具有正前角(0 到 15 度之间),以减小切削力。它们还应高度抛光,带有单槽或双槽,以促进切屑的顺畅排出并防止材料堆积。
调整速度和进给量
与金属不同,金属加工中通常需要更大的力,PTFE 需要轻柔的处理。目标是干净地剪切材料,而不是推动它。
- 切削速度:相对较高的切削速度,通常在 200–500 米/分钟之间,有助于确保切口干净。
- 进给速度:控制在 0.1–0.5 毫米/转的进给速度可以防止刀具推动和变形材料,从而影响尺寸精度。
了解权衡和陷阱
成功加工 PTFE 需要预见其失效模式。忽视其特定特性是产生误差的主要来源。
热量积聚和材料完整性
加工 PTFE 的最大敌人是热量。来自钝刀具或不正确参数的过度摩擦会导致材料熔化和粘连,而不是干净地切削。这会导致表面光洁度差和尺寸不准确。定期重新磨刀或更换刀具不是可选项;它是过程的核心部分。
零件变形和内部应力
PTFE 的柔软性使其极易变形。过度拧紧标准虎钳会压碎零件,而过大的切削力会导致零件在切削过程中偏离刀具。这就是为什么为了达到严格的公差,稳定、低压的工件夹持是不可或缺的。
表面光洁度差和毛刺
PTFE 零件上的毛刺是过程不理想的常见迹象。它们通常是由撕裂材料而不是剪切材料的钝切削刃引起的。使用锋利、抛光的刀具和优化的切削参数是直接从机床上获得干净、无毛刺表面的唯一方法。
根据您的目标做出正确的选择
为确保复杂的 PTFE 组件被正确加工,请根据项目的主要目标来调整您的策略和供应商选择。
- 如果您的主要重点是为新颖的复杂设计制作原型:优先选择在 PTFE 方面有文件记录的经验并能够使用高精度五轴 CNC 机床的服务提供商。
- 如果您的主要重点是具有严格公差的大批量生产:强调过程控制,包括可重复的工件夹持解决方案以及严格的刀具维护或更换计划。
- 如果您的主要重点是实现航空航天或医疗级质量:验证您的加工合作伙伴是否持有相关的行业认证(例如 ISO 9001、AS9100),以证明其对质量管理的承诺。
通过理解这些控制原则,您可以自信地指定和采购满足您确切要求的复杂 PTFE 组件。
摘要表:
| 技术 | 关键考虑因素 | 益处 |
|---|---|---|
| 多轴加工 | 一次装夹完成复杂形状加工 | 最大限度地减少重新定位误差和零件变形 |
| 专用刀具 | 带有正前角的锋利硬质合金/司太乐刀具 | 减小切削力并防止材料撕裂 |
| 精确的速度和进给量 | 高速 (200-500 m/min),受控进给 | 控制热量并确保材料干净地剪切 |
| 稳定的工件夹持 | 真空夹具或低压夹具 | 在不引起变形的情况下固定柔软的 PTFE |
需要一个可靠的合作伙伴来加工您的复杂 PTFE 组件吗?
在 KINTEK,我们专注于为半导体、医疗、实验室和工业领域要求最苛刻的应用提供精密 PTFE 加工服务。我们在多轴 CNC 技术方面的专业知识,结合严格的过程控制,确保您的原型和批量订单在不妥协的情况下满足确切的规格。
我们提供:
- 定制制造:从初始原型到大规模生产。
- 材料专业知识:在加工 PTFE 和其他高性能聚合物方面的深入知识。
- 质量保证:遵守行业标准,确保结果一致可靠。
让我们讨论您的项目要求——立即联系我们的团队进行咨询。
图解指南
相关产品
- 定制聚四氟乙烯容器和部件的 PTFE 零件制造商
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商
- 用于实验室 ITO FTO 导电玻璃清洁花篮的定制机加工模制聚四氟乙烯聚四氟乙烯部件制造商
- 适用于先进工业应用的定制聚四氟乙烯棒材
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器



















