是的,PTFE可以进行机械加工,它最常见的名称是特氟龙(Teflon)。 这种用途极其广泛的聚合物因其独特的性能而备受青睐,可以使用标准的CNC铣削和车削技术将其塑造成各种工业应用的定制组件。
虽然PTFE的柔软性使其易于切割,但要获得高精度的结果却是一个重大挑战。成功需要深入了解该材料在受热时膨胀和在压力下变形的倾向。
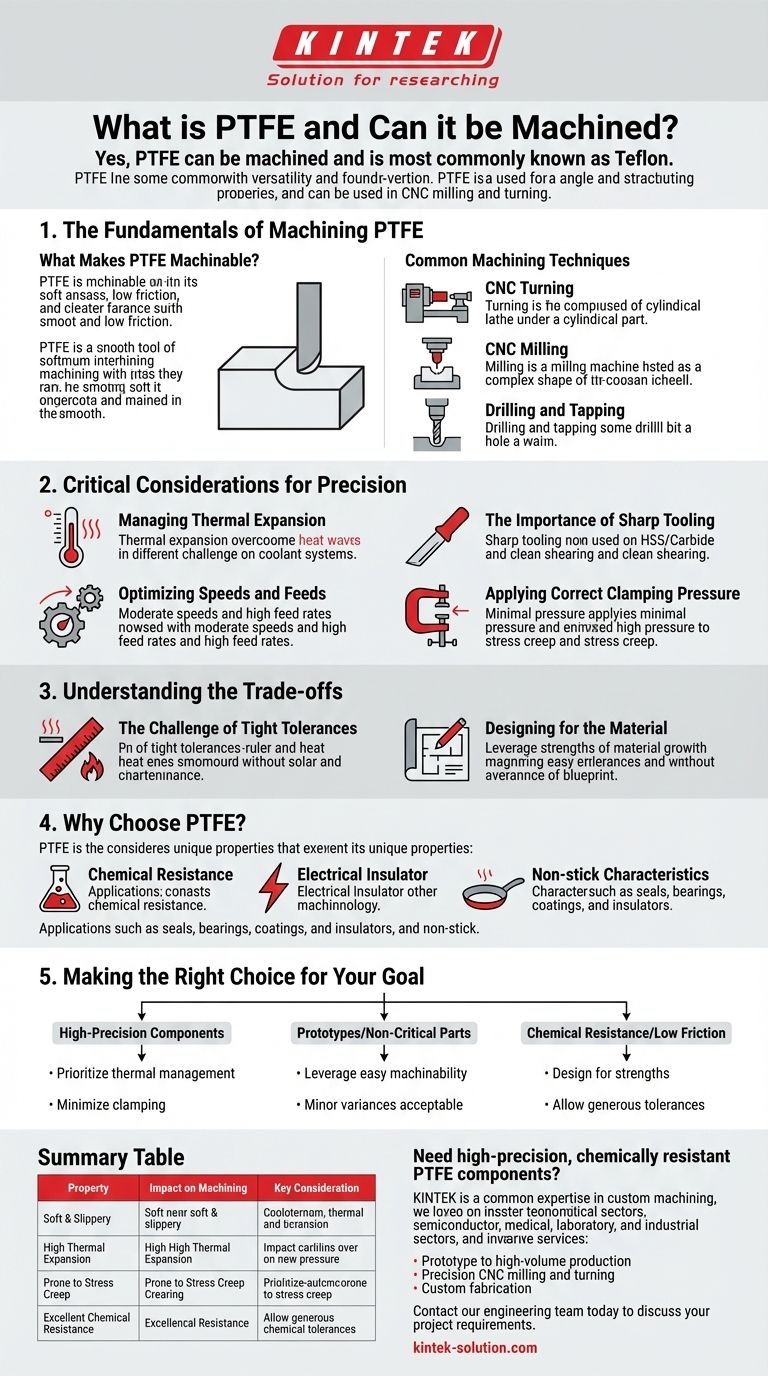
机械加工PTFE的基础知识
聚四氟乙烯(PTFE)具有一套独特的性能,直接影响其加工方式。了解这些基础知识是生产优质零件的第一步。
是什么使PTFE可以进行机械加工?
PTFE是一种柔软的聚合物,具有所有已知固体中最低的摩擦系数。这种固有的光滑性和柔软性意味着切削工具可以相对容易地穿过材料,比金属或较硬的塑料所需的力更小。
常见的机械加工技术
标准的CNC设备非常适合加工PTFE。具体方法取决于最终零件所需的几何形状。
- CNC车削: 这种方法非常适合制造圆柱形零件,如环、轴、密封件和辊。
- CNC铣削: 该技术用于更复杂的形状,包括复杂的图案、块和带有腔体的零件。
- 钻孔和攻丝: 这些工艺用于在PTFE组件内部创建精确的孔和内螺纹。

精度的关键考虑因素
加工PTFE的主要挑战不在于切割材料,而在于控制其对加工过程的物理响应。其特性使得实现和保持严格的公差变得困难。
管理热膨胀
PTFE具有非常高的热膨胀系数。即使是切割摩擦产生的一点点热量也会导致材料膨胀,从而影响尺寸精度。为了应对这种情况,集成冷却系统对于在接触点消散热量至关重要。
锋利刀具的重要性
使用极其锋利和抛光的切削工具是不可或缺的。推荐使用高速钢(HSS)或硬质合金刀具。锋利的边缘会产生干净的剪切作用,从而最大限度地减少摩擦、热量积聚和材料变形。
优化进给和速度
目标是在不产生过多热量的情况下有效去除材料。机械师通常使用中等的切削速度(大约每分钟200到500表面英尺)和相对较高的进给率(每转0.002到0.010英寸),以防止刀具停留并传递热量。
施加正确的夹紧压力
PTFE很软,容易发生蠕变(应力松弛),这意味着它会在持续压力下缓慢变形。夹具和卡箍施加的压力必须仅限于安全固定工件所需的最低压力。过大的力会压缩材料,导致零件释放后尺寸不准确。
了解权衡
加工PTFE涉及平衡其易于切割性与其具有挑战性的物理特性。忽视这些权衡是常见的失败原因。
严格公差的挑战
高热膨胀和蠕变的结合使得PTFE成为对公差要求极高的应用的困难材料。零件的最终尺寸会随着其恢复到环境温度或从夹具中取出而发生显著变化。
为材料设计
成功的PTFE零件在设计时就考虑到了材料的特性。工程师不是强迫它保持一个它自然想要改变的尺寸,而是设计利用其优势的应用,例如其无与伦比的耐化学性和低摩擦表面。
为什么选择PTFE?
尽管存在加工挑战,但PTFE因其卓越的性能组合而被选中。它几乎不受化学侵蚀,是优良的电绝缘体,并具有出色的不粘特性。这使其成为耐化学腐蚀密封件、高性能轴承、不粘涂层和电绝缘体等组件不可或缺的材料。
为您的目标做出正确的选择
您加工PTFE的方法应由最终应用的规格决定。
- 如果您的主要重点是高精度组件: 优先考虑使用冷却剂进行积极的温度管理,并最大限度地减少所有夹紧压力以防止变形。
- 如果您的主要重点是原型或非关键零件: 您可以利用PTFE易于加工的特性来实现快速生产,因为轻微的尺寸差异可能是可以接受的。
- 如果您的主要重点是耐化学性或低摩擦: 从一开始就设计零件,以利用这些独特的优势,并在可能的情况下允许更宽松的公差。
归根结底,掌握PTFE加工就是控制环境,使其顺应材料的特性,而不是与之对抗。
摘要表:
| 特性 | 对加工的影响 | 关键考虑因素 |
|---|---|---|
| 柔软且光滑 | 易于切割 | 需要锋利的刀具才能实现干净的剪切 |
| 高热膨胀 | 尺寸随热量变化 | 冷却系统至关重要 |
| 易发生蠕变 | 在压力下变形 | 需要最小的夹紧力 |
| 优异的耐化学性 | 适用于恶劣环境 | 设计以利用此优势 |
需要高精度、耐化学腐蚀的PTFE组件吗?
在KINTEK,我们专注于为最苛刻的应用加工PTFE(特氟龙)。我们在管理热膨胀和蠕变方面的专业知识可确保您的定制密封件、衬里和实验室用品满足精确的规格。
我们为半导体、医疗、实验室和工业部门提供以下服务:
- 从原型到大批量生产
- 精密CNC铣削和车削
- 复杂几何形状的定制制造
利用我们的材料科学知识来获得性能卓越的零件。立即联系我们的工程团队,讨论您的项目要求。
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















