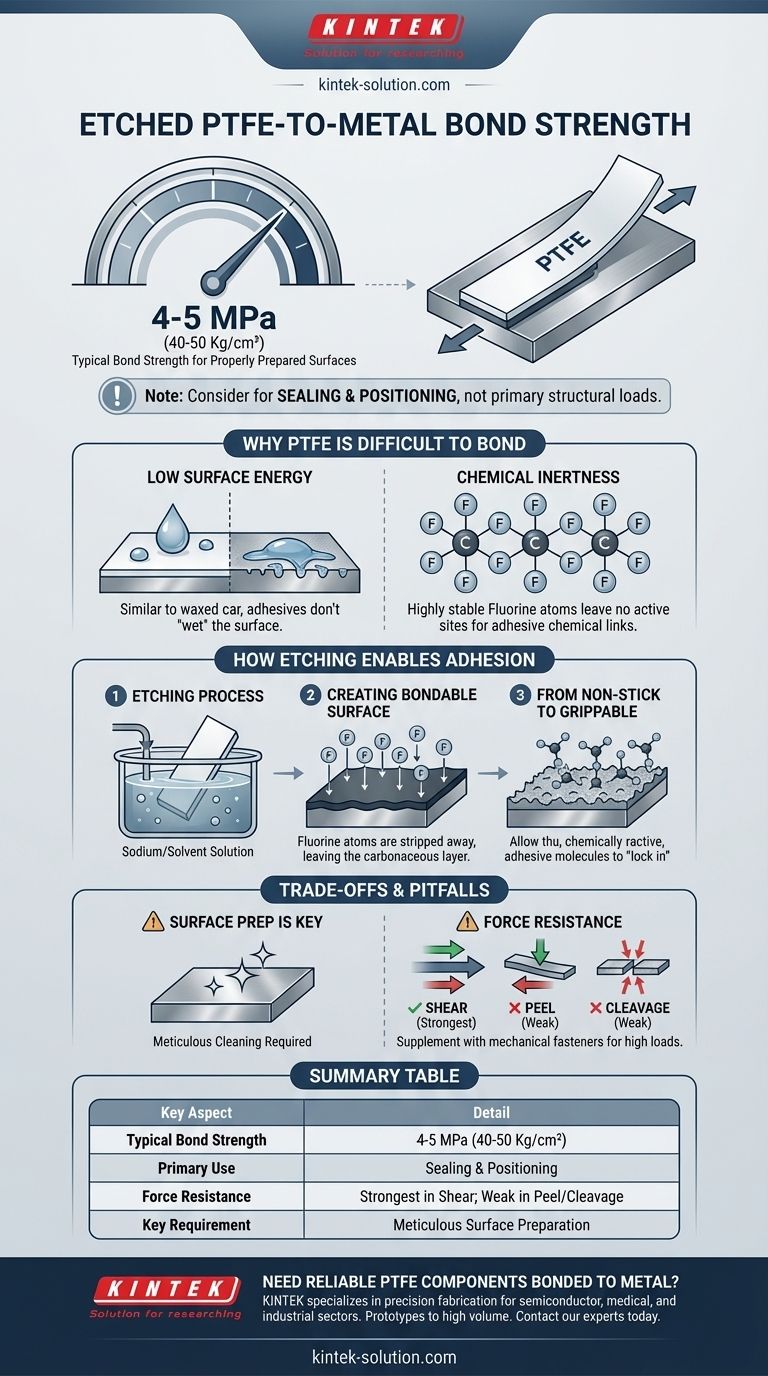
对于经过适当处理的表面,蚀刻后的聚四氟乙烯(PTFE)与金属的典型粘接强度为4-5兆帕(MPa),相当于40-50公斤/平方厘米。虽然这种化学处理使得粘接成为可能,但所得的强度是适中的,需要仔细的工程考量,尤其是在涉及显著机械应力的应用中。
虽然蚀刻将PTFE从不粘材料转变为可粘接材料,但由此产生的粘合剂粘接应被视为定位或密封机制,而不是高负载应用中的主要结构部件。
为什么PTFE本质上难以粘接
了解PTFE为何抵抗粘附,对于理解蚀刻的作用和最终粘接的局限性至关重要。有两种核心特性造成了其著名的不粘性。
表面能的作用
PTFE的表面能是所有固体中最低的之一。想象一下水珠如何在刚打蜡的汽车上形成水珠;它不会“润湿”表面。粘合剂在原始PTFE上的行为类似,无法铺展并形成牢固粘接所需的密切接触。
化学惰性
PTFE的分子结构由一个碳骨架组成,该骨架完全被高度稳定的氟原子包裹。这使得材料具有极强的非反应性和耐化学性,但也意味着粘合剂没有“活性”位点来形成化学键。

蚀刻如何实现粘附
蚀刻是一个旨在从根本上改变PTFE表面的化学过程,以克服其天然的粘接抵抗性。
蚀刻工艺说明
最常用的方法是将PTFE暴露在萘等溶剂中的钠溶液中。这种强力的化学剂会从PTFE聚合物链的表面物理剥离氟原子。
形成可粘接表面
这种脱氟过程会留下一个碳质的深棕色层。这个新表面具有化学反应性,并且具有更高的表面能,使其能够接受粘合剂。
从不粘到可抓取
将蚀刻视为在喷漆前对一个完美光滑、有光泽的表面进行化学“打磨”。它创建了一个微观纹理和一个化学活性的基础,使粘合剂(“油漆”)能够牢固地固定到位。
理解权衡和陷阱
达到4-5 MPa的基准并非自动实现。该过程很敏感,所得的粘接具有特定的局限性,在任何设计中都必须予以尊重。
正确的准备是不可协商的
引用的粘接强度是基于理想条件的假设。在施加粘合剂之前,必须仔细清洁蚀刻的PTFE和金属基材,确保它们不含任何污染物,如油污、灰尘或湿气。
粘接在剪切力下最强
PTFE上的粘合剂粘接在剪切力(平行于粘接线)下表现最佳。它在剥离或劈裂力下明显较弱,这些力会将应力集中在粘接的前缘,并可能导致其开裂。
过度依赖粘合剂本身
正如参考资料所示,这种粘接强度通常不足以用于高负载应用。将粘合剂粘接与机械支撑(如夹具、螺栓或互锁的物理设计)相结合,是一种常见且审慎的工程实践。
为您的目标做出正确的选择
将应用中的机械应力性质作为实施PTFE到金属粘接的主要指导。
- 如果您的主要重点是密封或静态定位: 对经过适当蚀刻和准备的PTFE进行纯粘合剂粘接通常是一个可行且有效的解决方案。
- 如果您的应用涉及显著的振动、剪切或剥离力: 您必须用机械紧固件补充粘合剂粘接,以确保长期可靠性。
- 如果您需要真正的结构粘接: PTFE很可能不是该应用的合适材料,您应该考虑PEEK或其他高性能聚合物等替代品。
将粘合剂视为机械设计的补充而不是替代品,您可以成功利用PTFE的独特性能,而不会受制于其固有的粘接局限性。
总结表:
| 关键方面 | 细节 |
|---|---|
| 典型粘接强度 | 4-5 MPa (40-50 Kg/cm²) |
| 主要用途 | 密封和定位(非高负载结构) |
| 抗力 | 剪切力最强;对剥离/劈裂力较弱 |
| 关键要求 | 细致的表面准备至关重要 |
需要可靠的PTFE金属粘接组件? KINTEK 专注于半导体、医疗和工业领域的PTFE密封件、衬里和实验室用品的精密制造。我们的专业知识确保您的组件在原型制作或大批量订单中都能实现最佳性能。立即联系我们的专家,讨论您的项目要求。
图解指南
相关产品
- 高纯度PTFE湿法清洗花篮 单晶圆蚀刻架 可定制4英寸掩膜板载具
- 用于先进工业应用的定制石墨填充聚四氟乙烯棒材
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于工业和实验室的定制 PTFE 方形托盘
- 可定制聚四氟乙烯隔热板 耐高温耐腐蚀实验室支撑架 分层多层支架



















