除了标准的机床设置之外,数控加工的 PTFE 部件的最终质量还深刻地受到原材料的一致性、加工环境的稳定性以及机床操作员专业知识的影响。这些因素控制着热膨胀和材料应力等变量,在处理像 PTFE 这样柔软、敏感的聚合物时,这些变量至关重要。
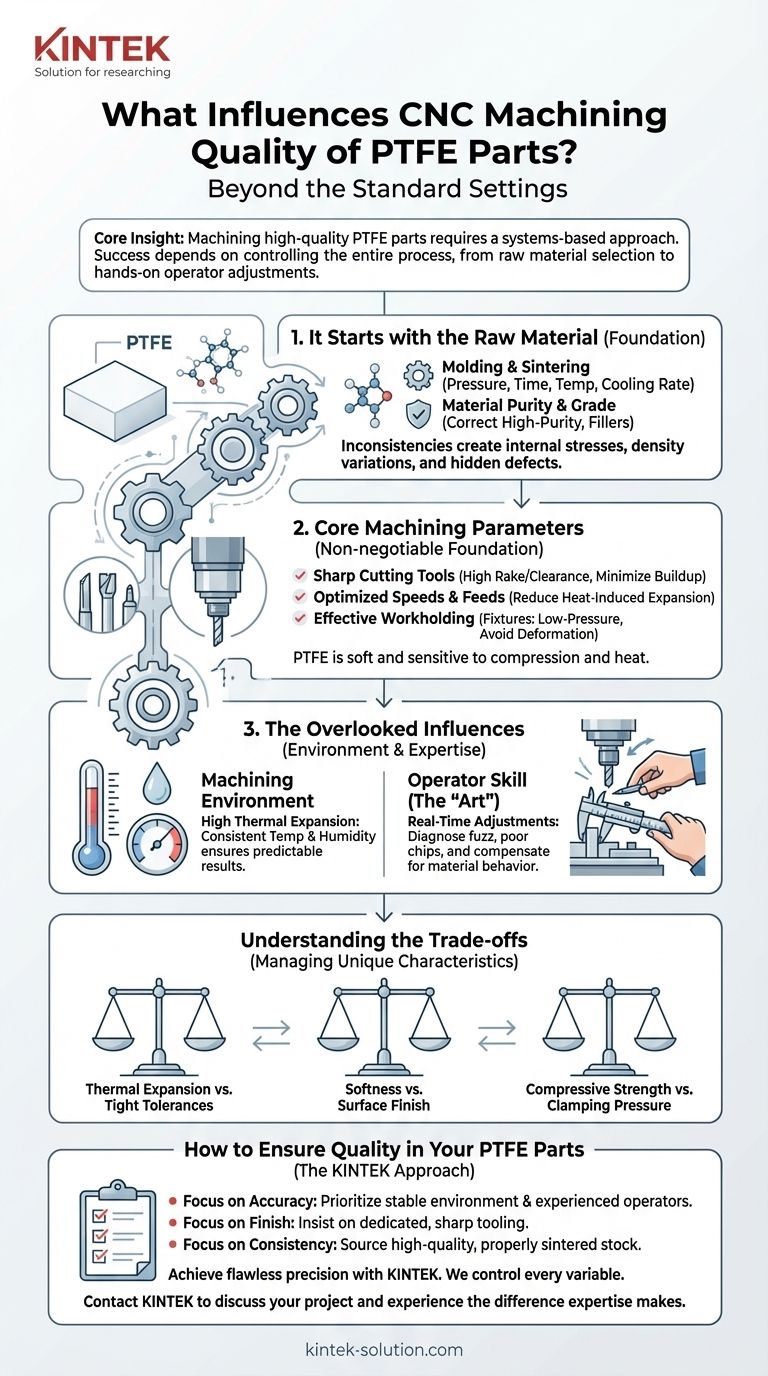
核心见解是,加工高质量的 PTFE 部件需要一种基于系统的整体方法。成功不仅取决于是否正确地对机器进行编程,还取决于控制从原材料选择到熟练操作员进行实际调整的整个过程。
始于原材料
在刀具接触工件之前,原材料 PTFE 坯料的质量就为最终零件的质量设定了最终上限。PTFE 通常通过模压和烧结形成,该初始过程中的变化会产生后续影响。
模压和烧结的影响
您开始使用的 PTFE 块的特性取决于其制造过程。关键变量包括预成型压力、烧结时间和温度以及冷却速率。
这些参数的不一致可能会在材料内部产生内部应力、密度变化或分子融合不良。这些隐藏的缺陷稍后可能会表现为加工过程中的翘曲或尺寸不稳定。
材料纯度和等级
不同的应用需要不同等级的 PTFE,有时会添加玻璃、碳或青铜等填料以增强特定性能。确保您为应用使用的是正确的高纯度等级是基础步骤,可以防止日后出现性能故障。

核心加工参数:质量的基础
尽管用户的问题着眼于这些因素之外,但至关重要的是要认识到它们构成了任何高质量零件不可或缺的基础。
正确的切削工具
PTFE 柔软且具有磨蚀性,这意味着刀具必须异常锋利,才能干净地剪切材料,而不是推挤或撕裂它。具有高前角和后角的刀具对于防止材料堆积和确保光滑的表面光洁度至关重要。
优化的速度和进给量
目标是在不产生过多热量的情况下切削材料。高主轴速度与适当的进给速度相结合,可以实现高效的材料去除,同时最大限度地减少热引起的膨胀,这是 PTFE 部件尺寸不准确的主要原因。
有效的工件夹持(夹具)
由于 PTFE 柔软且易于压缩,因此夹具设计至关重要。夹具必须牢固地固定零件而不会使其变形。夹具拧得过紧可能会压缩材料,导致零件在释放和“回松”后尺寸不合格。
被忽视的影响:环境和专业知识
许多加工操作在 PTFE 方面无法实现一致的质量,正是因为这些因素。机器和材料并非独立存在。
加工环境
PTFE 具有非常高的热膨胀系数。环境温度的微小变化可能导致材料膨胀或收缩到足以使其超出严格的公差范围。
在加工环境中保持恒定的温度和湿度可以减少这些变量,从而带来更可预测和可重复的结果。
操作员技能的作用
经验丰富的操作员可以说是最关键的因素之一。他们可以目视检查材料“起毛”或切屑形成不良的迹象,并对切削参数进行实时调整。
这种诊断和实时纠正问题的动手专业知识是无法完全编程的。它将加工的艺术变成一门可靠的科学,从而显着提高质量和效率。
理解权衡
加工 PTFE 需要管理其独特且有时具有挑战性的特性。承认这些权衡是成功零件设计和生产的关键。
热膨胀与严格公差
最主要的权衡是在努力保持严格公差的同时管理 PTFE 的高热膨胀。这需要一个气候受控的环境、锋利的刀具以最大限度地减少切削热量,以及可能在进行最终测量之前让零件恢复到室温。
柔软度与表面光洁度
PTFE 的柔软性使其易于切割,但难以获得完全光滑、无毛刺的表面光洁度。它倾向于撕裂或产生细小的“毛发”而不是干净的切屑。这可以通过极其锋利的刀具和优化的刀具路径来抵消,但它仍然是一个持续的挑战。
抗压强度与夹紧压力
材料的低抗压强度意味着它很容易被工件夹具压碎或变形。权衡在于夹持零件以进行剧烈加工的牢固程度与使用轻柔的接触以防止任何变形之间。这通常需要定制的低压夹具解决方案。
如何确保 PTFE 部件的质量
要获得一致的高质量结果,您必须考虑所有影响因素的整个系统。
- 如果您的主要重点是尺寸精度:优先考虑稳定、温控的加工环境,并与了解如何补偿热膨胀的经验丰富的操作员合作。
- 如果您的主要重点是表面光洁度:坚持使用专为软聚合物设计、极其锋利的专用刀具。
- 如果您的主要重点是材料一致性和性能:首先从信誉良好的供应商处采购高质量、正确烧结的 PTFE 坯料,以消除加工开始前的材料缺陷。
最终,控制从原材料到最终检查的每一个变量是保证真正高质量的机加工 PTFE 组件的唯一方法。
摘要表:
| 因素 | 对 PTFE 加工质量的关键影响 |
|---|---|
| 原材料 | 模压/烧结的一致性影响翘曲和尺寸稳定性。 |
| 加工环境 | 温度/湿度控制可最大限度地减少 PTFE 的高热膨胀。 |
| 操作员技能 | 实时调整可防止起毛、撕裂并确保严格的公差。 |
| 切削工具 | 锋利、高前角的刀具对于在柔软的 PTFE 上实现干净的表面光洁度至关重要。 |
通过 KINTEK 为您的 PTFE 组件实现完美精度。
加工 PTFE 等敏感聚合物需要一个控制所有变量的合作伙伴。KINTEK 专注于为半导体、医疗和工业部门制造高质量的 PTFE 密封件、衬垫和实验室用品。我们将优质原材料、气候控制设施和专业机械师相结合,提供符合您最严格规格的定制零件——从原型到大批量生产。
立即联系 KINTEK 讨论您的项目,体验专业知识带来的不同。
图解指南
相关产品
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- PTFE 分散盘 食品化妆品级 不粘 耐腐蚀 大搅拌桨 定制叶轮
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 适用于先进工业应用的定制聚四氟乙烯棒材



















