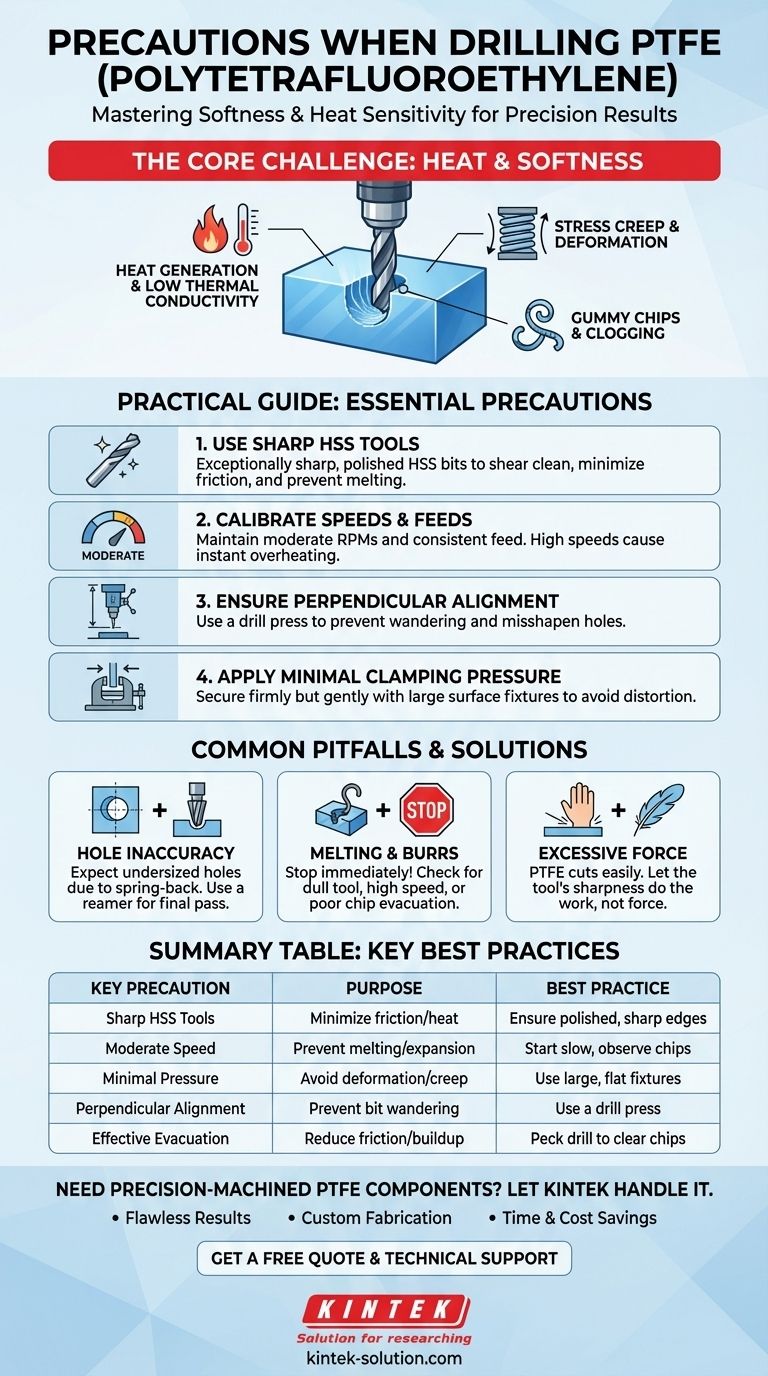
在钻削聚四氟乙烯 (PTFE) 时,最关键的预防措施是使用极其锋利的工具,保持适中的切削速度以防止熔化,并施加最小的夹紧压力以避免材料变形。这些步骤对于控制 PTFE 独特的柔软性、低导热性和高热膨胀性的组合至关重要,这些特性如果加工不当,很容易导致不准确。
PTFE 的核心挑战不在于其硬度,而在于其固有的柔软性和对热的敏感性。成功的钻削完全取决于最大限度地减少热量产生和对材料的物理应力。
了解 PTFE 独特的加工挑战
要准确钻削 PTFE,您必须首先了解它为何与金属甚至其他塑料表现不同。它的特性要求一种优先考虑精细而非力量的特定方法。
柔软性和蠕变应力问题
PTFE 是一种极其柔软的材料,很容易被压缩或变形。从夹具或虎钳施加过大的压力会使工件变形。
这种被称为蠕变应力的特性意味着材料在恒定载荷下会缓慢变形。钻削后释放压力时,材料可能会“回弹”,通常导致孔洞比用于钻削的钻头尺寸要小。
高热膨胀的影响
PTFE 具有非常高的热膨胀系数,且导热性差。钝钻头或过高的速度产生的摩擦力会使热量聚集在切削点。
这种局部热量会导致材料显著膨胀,从而导致孔洞尺寸不准确。在严重情况下,它可能导致 PTFE 熔化并焊接到钻头上,从而损坏工具和工件。
切屑清除的挑战
由于 PTFE 非常柔软,它会产生长而细或粘稠的切屑,而不是像较硬塑料那样产生脆性切屑。
这些切屑很容易缠绕在钻头上并堵塞刀槽。堵塞的刀槽会阻止有效切削,大大增加摩擦力,并导致上述热量积聚。

钻削 PTFE 的实用指南
清楚了解材料的特性后,您可以采用特定的技术来确保获得干净、准确的结果。
工具选择至关重要
您的主要工具应该是高速钢 (HSS) 钻头。它必须极其锋利且表面抛光。抛光、锋利的边缘可以干净地剪切材料而不是推挤材料,从而最大限度地减少摩擦和热量。
校准速度和进给量
使用适中的切削速度和恒定的进给率。高转速是失败的最常见原因,因为它会瞬间产生过多的热量。慢速开始并观察切屑的形成;您需要的是一个干净的卷曲,而不是一团熔化的残渣。
确保垂直对齐
始终确保钻头与工件完全垂直。由于 PTFE 非常柔软,任何偏离轴线的压力都会导致钻头“漂移”或游移,从而导致孔洞形状不规则或位置错误。强烈推荐使用钻床而不是手持钻。
施加最小的夹紧压力
固定 PTFE 部件时不要对其施加压力。使用具有大而平坦表面的夹具来均匀分布夹紧力。目标是牢固地固定部件以防止移动,但要轻柔,以避免任何变形。
常见陷阱以及如何避免它们
即使采用了正确的方法,一些常见的错误也会影响您工作的质量。了解它们是避免它们的第一步。
避免孔洞不准确
不要假设 1/4 英寸的钻头会产生 1/4 英寸的孔。由于材料的回弹和热效应,最终的孔通常会略微偏小。如果需要严格的公差,请计划钻削略微偏小,然后使用锋利的铰刀进行最终的精加工。
防止熔化和毛刺
如果您看到孔洞边缘有任何熔化或明显毛刺的迹象,请立即停止。这清楚地表明您的钻头变钝了、速度太高了,或者切屑没有正确排出。
尊重材料的柔软性
PTFE 切削所需的力非常小。如果您觉得需要用力将钻头推过材料,那说明有问题。让工具的锋利度来完成工作。
如何将此应用于您的项目
您的具体方法应以您的项目的主要目标为指导。
- 如果您的主要重点是尺寸精度: 优先使用全新的、锋利的 HSS 钻头,使用非常慢的转速,并计划进行最终的铰削步骤以达到确切的尺寸。
- 如果您的主要重点是干净的表面: 集中精力通过“啄钻”(短距离钻削,然后缩回以清除切屑)和使用抛光工具来确保切屑的持续排出。
- 如果您是 PTFE 加工新手: 首先在一块废料上进行练习,以找到产生干净切屑且没有熔化迹象的最佳速度。
通过利用 PTFE 的独特特性而不是与之对抗,您可以持续获得精确而干净的结果。
摘要表:
| 关键预防措施 | 目的 | 最佳实践 |
|---|---|---|
| 使用锋利的 HSS 钻头 | 最大限度地减少摩擦和热量产生 | 确保抛光、锋利的边缘以实现干净的剪切 |
| 适中的切削速度 | 防止 PTFE 熔化和热膨胀 | 慢速开始,观察切屑形成 |
| 最小的夹紧压力 | 避免材料变形和蠕变应力 | 使用具有大而平坦表面的夹具 |
| 确保垂直对齐 | 防止钻头游移 | 使用钻床以提高精度 |
| 有效的切屑清除 | 减少摩擦和热量积聚 | 啄钻以清除细长切屑 |
需要精密加工的 PTFE 组件?让 KINTEK 来处理。
在内部钻削 PTFE 可能对您宝贵的项目来说既具有挑战性又充满风险。何不利用我们的专业知识呢?KINTEK 专注于为半导体、医疗、实验室和工业领域制造高精度的 PTFE 组件——包括密封件、衬垫和定制的实验室用品。
我们确保:
- 完美的结果: 我们的先进技术可防止熔化、毛刺和尺寸不准确等常见问题。
- 定制制造: 从原型到大批量订单,我们都能根据您的确切规格交付组件。
- 节省时间和成本: 避免试错式加工,专注于您的核心工作。
立即联系我们进行咨询,让我们为您提供符合您最高标准的可靠加工的 PTFE 零件。
图解指南
相关产品
- 定制PTFE恒压分液漏斗 耐腐蚀 低背景实验室器皿 痕量分析滴液漏斗
- 实验室提取与化学分析用高纯定制聚四氟乙烯固体采样器 长度可定制的聚四氟乙烯采样探针
- 定制聚四氟乙烯 PTFE 恒压滴液漏斗耐腐蚀流体控制组件,兼容转换塞
- 耐腐蚀 PTFE 搅拌桨及可定制聚四氟乙烯分散盘
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求



















