要有效加工 PTFE,理想的策略是将极其锋利、未涂层的硬质合金或司太乐(Stellite)尖端切削刀具与正前角(positive top rake)相结合。这种刀具必须与精确的 CNC 控制相结合,以管理切削速度、进给率和刀具路径,从而最大限度地减少材料的发热和物理变形。
加工 PTFE 的核心挑战不在于其硬度,而在于其柔软性和较差的热稳定性。因此,成功的刀具策略与其说是积极的材料去除,不如说是精细的操作——使用异常锋利的刀具干净地切削材料,而不会产生导致其变形和翘曲的热量和切削压力。
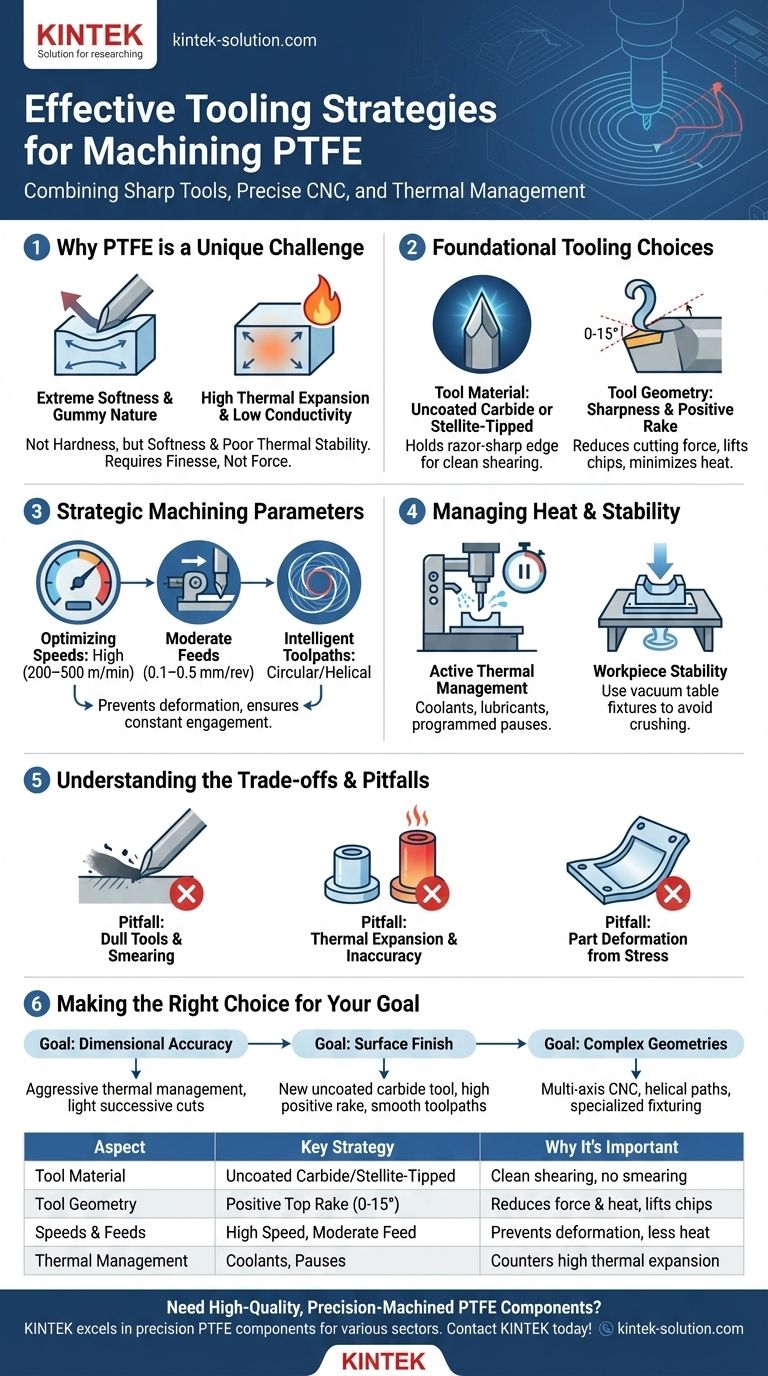
为什么 PTFE 带来了独特的加工挑战
聚四氟乙烯 (PTFE) 的特性使其难以精确加工。了解这些特性是选择正确的刀具和策略的第一步。
极度柔软和“粘性”特性
PTFE 是一种非常柔软的聚合物,倾向于从切削刀具上推开,而不是干净地剪切。钝的或形状不正确的刀具会使材料涂抹或撕裂,导致表面光洁度差和产生毛刺。
高热膨胀率
材料会随着温度变化而显著膨胀和收缩。加工过程中产生的热量会导致工件变形,一旦冷却,就会导致严重的尺寸不准确。
低导热性
PTFE 不善于散热。在切削刃处产生的摩擦热会集中在一个小区域,加剧热膨胀问题,并可能损害材料的完整性。

基础刀具选择
您的刀具材料和几何形状的选择是成功的单一最重要因素。目标是产生剪切作用,而不是犁削作用。
刀具材料:未涂层硬质合金是标准
未涂层的硬质合金或司太乐尖端刀具是首选。它们保持超锋利边缘的能力对于干净地切入柔软材料至关重要。应避免使用涂层刀具,因为涂层通常不如裸露的基材锋利。
刀具几何形状:锋利度和正前角
正前角(通常在 0 到 15 度之间)至关重要。这种几何形状可以减小切削力,将切屑从工件上抬起,并最大限度地减少产生过多热量和使材料变形的“犁削”效应。
刀具维护:锋利度不容妥协
PTFE 即使会随着时间的推移使硬质合金刀具变钝。钝的刀具会立即增加切削压力和热量。必须频繁检查刀具并对其重新磨锐或更换,以保持性能。
战略性加工参数和技术
选择了正确的刀具后,重点就转移到如何使用它们上。您的 CNC 编程和机床设置对于管理 PTFE 的独特挑战至关重要。
优化速度和进给率
保持较高的切削速度(通常为 200–500 米/分钟),以帮助刀具“领先”于材料变形。将其与适中的进给率(0.1–0.5 毫米/转)相匹配,以防止切削刃不堪重负并产生过大的压力。
智能刀具路径的作用
尽可能使用圆周或螺旋刀具路径,尤其是在铣削时。这些路径可确保刀具持续接触,从而最大限度地减少振动并提供更一致的表面光洁度。对于薄壁部分,避免全宽切削,以减轻应力并防止零件在远离刀具的方向弯曲。
管理热量和稳定性
主动管理温度。使用冷却液或润滑剂会有所帮助,但有时程序中需要定期暂停,以使零件冷却和稳定下来。此外,工件的稳定性是关键。使用夹具,例如真空台,可以牢固地固定零件,而不会施加可能压碎或变形它的夹紧压力。
了解权衡和陷阱
忽略 PTFE 加工的原理会导致可预见的故障。了解这些常见陷阱有助于强化正确策略的重要性。
陷阱:钝刀具和材料涂抹
使用不够锋利的刀具会导致其犁削 PTFE。这会产生极大的摩擦热,使材料涂抹而不是切削,并留下粗糙、毛刺多的表面光洁度。
陷阱:热膨胀和不准确性
如果您的速度过快或切削过重,零件会变热并膨胀。您可能在零件处于热态时将其加工到正确的尺寸,但一旦冷却到室温,它就会尺寸偏小。
陷阱:应力导致的零件变形
激进的切削或不正确的工件夹持会将应力引入材料中。这对于薄壁特征尤其成问题,它们在加工过程中或之后很容易翘曲。
为您的目标做出正确的选择
选择您的主要关注点,以微调您的方法,以获得最佳结果。
- 如果您的主要关注点是尺寸精度: 优先通过冷却液或编程暂停进行积极的热管理,并使用轻微的、连续的切削而不是一次重切削。
- 如果您的主要关注点是表面光洁度: 使用全新的或刚磨好的未涂层硬质合金刀具,并具有高正前角,并确保您的刀具路径平稳且连续。
- 如果您的主要关注点是加工复杂几何形状: 依靠多轴 CNC 来实现螺旋刀具路径并最大限度地减少对精细特征的应力,并使用专用夹具来支撑零件而不使其变形。
通过以其所需的方式精细地处理 PTFE,您可以克服其挑战,并持续生产出干净、精确和高质量的组件。
摘要表:
| 方面 | 关键策略 | 重要性 |
|---|---|---|
| 刀具材料 | 未涂层硬质合金或司太乐尖端 | 保持超锋利边缘,实现干净剪切而非涂抹。 |
| 刀具几何形状 | 正前角 (0-15°) | 减小切削力并减少热量产生,将切屑抬离。 |
| 速度和进给率 | 高速 (200-500 m/min),中等进给 (0.1-0.5 mm/rev) | 防止材料变形并最大限度地减少热量积聚。 |
| 热量管理 | 冷却液、润滑剂或编程暂停 | 应对 PTFE 的高热膨胀和低导热性。 |
需要高质量、精密加工的 PTFE 组件?
将 PTFE 加工到精确规格需要专业知识和正确的刀具策略。KINTEK 擅长为半导体、医疗、实验室和工业领域制造精密 PTFE 组件——包括密封件、衬里和定制实验室用品。
我们将先进的 CNC 技术与对材料科学的深刻理解相结合,从原型到大批量订单,交付具有卓越尺寸精度和表面光洁度的组件。
立即联系 KINTEK 讨论您的 PTFE 加工项目并获取报价!
图解指南
相关产品
- 定制PTFE刮铲与取样勺双用耐腐蚀低本底白色氟聚合物工具
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 定制食品级PTFE圆柱形化学刮勺 生物制药无污染材料处理工具
- 定制PTFE双头实验室药勺 耐化学腐蚀 不粘 药品级氟聚合物 取样工具



















