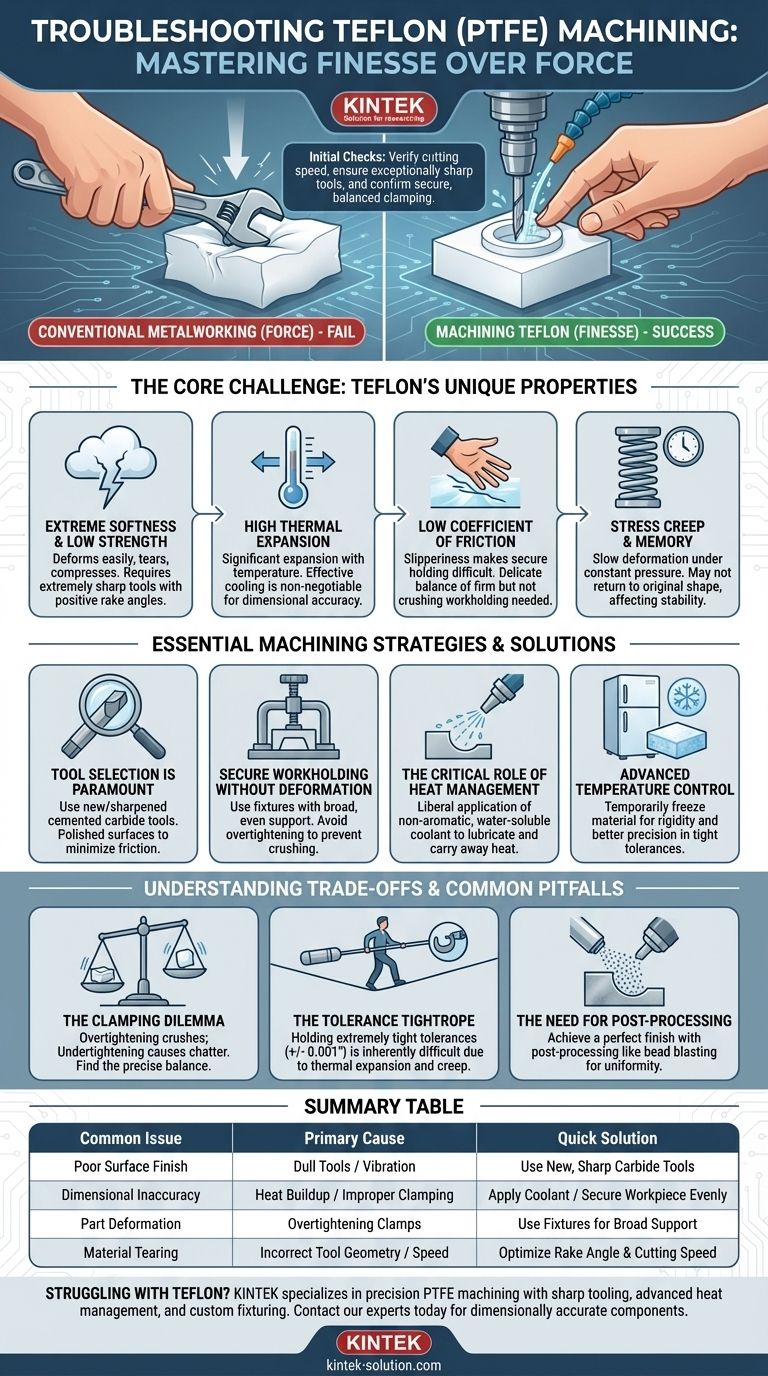
在对聚四氟乙烯加工进行故障排除时,最直接和最有效的步骤是验证您的切削速度是否合适,确保您的刀具极其锋利,并确认工件是否牢固夹紧,以防止振动和移动。这三个因素是造成表面光洁度差和尺寸不准确的最常见原因。
加工聚四氟乙烯(PTFE)的核心挑战不在于其硬度,而在于其柔软、光滑和高热膨胀的独特组合。成功需要摒弃传统金属加工方法,转而专注于以技巧而非蛮力来管理这些特性的技术。
核心挑战:理解聚四氟乙烯(PTFE)的独特性能
要从故障排除走向真正的精通,您必须了解材料的固有特性。每种特性都会直接影响所需的加工策略。
极度柔软和低强度
聚四氟乙烯在压力下容易变形。与金属不同,如果使用错误的工具或施加不当的力,它会压缩或撕裂,而不是干净地剪切。
这要求使用带有正前角和显著后角的极其锋利的刀具,以便干净地切入材料而不会将其压缩。
高热膨胀
该材料的热膨胀系数非常高,这意味着它会随着温度变化而显著膨胀和收缩。即使是切削摩擦产生的轻微热量也会破坏尺寸精度。
这使得有效的冷却和热量管理成为过程中不可或缺的一部分。
低摩擦系数
尽管在最终应用中有益,但聚四氟乙烯的光滑性使其极难牢固夹持。在加工过程中,它很容易在卡盘或虎钳中滑动。
工件夹持力必须足够牢固以防止任何移动或振动,但又不能太紧以至于使柔软的材料变形。这是一个微妙的平衡。
应力蠕变和记忆
聚四氟乙烯容易发生“应力蠕变”,这意味着当它在恒定压力下保持时,会随着时间缓慢变形。当夹紧压力释放后,它可能不会恢复到原始形状,从而影响最终零件的稳定性。

基本加工策略和解决方案
基于这些特性,一套特定的策略已被证明对于实现高质量结果是有效的。
刀具选择至关重要
您的切削刀具是唯一最重要的因素。务必使用新的或重新磨快的刀具。
选择具有高度抛光表面的硬质合金刀具,以最大限度地减少摩擦并防止材料粘附在刀刃上。刀具几何形状应设计用于增强排屑和防止堵塞。
在不引起变形的情况下牢固夹持工件
正确支撑材料是关键。使用提供对工件广泛、均匀支撑的夹具。
避免过度拧紧夹具。目标是固定零件以防止颤振和振动,同时不压碎或扭曲其形状。
热量管理的决定性作用
在加工聚四氟乙烯时,热量是精度的敌人。持续且大量地使用冷却剂是必不可少的。
使用非芳香族的水溶性冷却剂来润滑切口、减少摩擦并将热量带走,确保尺寸稳定性。
先进的温度控制
对于需要最严格公差的零件,更先进的技术是在加工前后暂时冷冻材料。
冷冻使聚四氟乙烯更坚硬,不易变形,从而可以进行更精确的切削。这也助于控制热膨胀的影响。
理解权衡和常见陷阱
加工聚四氟乙烯涉及平衡相互竞争的要求,了解这些权衡是避免常见失败的关键。
夹持困境
最常见的陷阱是夹持不当。拧得太紧会压碎零件并产生应力,而拧得太松会导致颤振、表面光洁度差和切削不准确。找到精确的平衡是经验问题。
公差的走钢丝
由于其热膨胀和蠕变倾向,保持极紧的公差(+/- 0.001")本质上是困难的。这需要完美的过程控制,包括稳定的环境温度和持续的冷却。
后处理的必要性
直接从机床上获得完美的表面光洁度可能具有挑战性。通常包括一个后处理步骤,例如喷砂,以获得最终均匀光滑的表面。
根据您的目标做出正确的选择
选择您的主要关注点,以确定您最关键的调整。
- 如果您的主要关注点是高精度和严格的公差: 优先使用冷却剂进行积极的热量管理,并考虑冷冻工件。
- 如果您的主要关注点是卓越的表面光洁度: 集中于使用极其锋利、抛光的硬质合金刀具,并确保工件无振动。
- 如果您的主要关注点是简单地避免常见故障: 掌握牢固(但不压碎)的工件夹持和使用正确的切削速度的基本知识。
归根结底,掌握聚四氟乙烯加工是尊重材料的独特性能,而不是与之对抗。
摘要表:
| 常见问题 | 主要原因 | 快速解决方案 |
|---|---|---|
| 表面光洁度差 | 刀具钝/振动 | 使用新的、锋利的硬质合金刀具 |
| 尺寸不准确 | 热量积聚/夹持不当 | 使用冷却剂/均匀固定工件 |
| 零件变形 | 夹具拧得过紧 | 使用夹具进行广泛支撑 |
| 材料撕裂 | 错误的刀具几何形状/速度 | 优化前角和切削速度 |
正在为聚四氟乙烯的独特性能而苦恼吗? KINTEK 专注于半导体、医疗和实验室行业的高精度PTFE加工。我们利用锋利的刀具、先进的热量管理和定制夹具来克服柔软性、热膨胀和应力蠕变——从原型到大批量订单,交付尺寸准确的密封件、衬里和实验室用品。
立即联系我们的专家,讨论您的定制PTFE组件需求。
图解指南
相关产品
- 耐高温 PTFE 固体取样器 耐腐蚀 白色 可重复使用 生物制药取样工具
- 耐腐蚀PTFE取样杯 定制加工PTFE取样勺 实验室氟聚合物取样工具
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求
- 耐高温 PTFE 漏勺,可定制孔径与孔数,适用于生化实验室,高纯度零析出特氟龙撇渣器
- 聚四氟乙烯部件和聚四氟乙烯镊子的定制聚四氟乙烯部件制造商



















