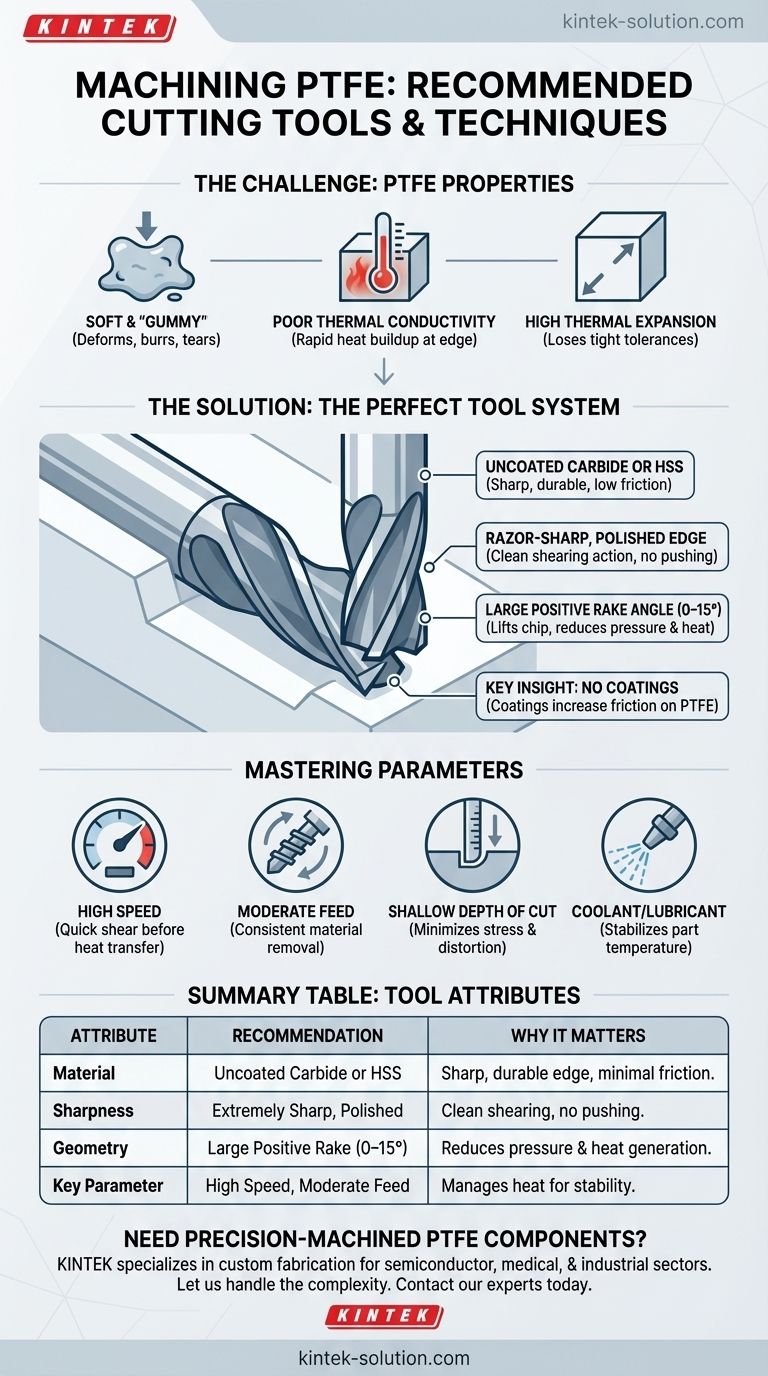
在加工PTFE时,最推荐的刀具是极其锋利、未涂层的硬质合金或高速钢(HSS)刀具。这些刀具应具有抛光的切削刃和大而正的前角。这种特定的组合旨在干净地剪切柔软的材料,而不是推挤它,从而最大限度地减少摩擦、热量产生和材料变形。
加工聚四氟乙烯(PTFE)的核心挑战不在于其硬度,而在于其柔软性、低导热性和高热膨胀性。成功在很大程度上不取决于刀具材料本身,而取决于一个完整的系统——刀具几何形状、锋利度和加工参数——所有这些都经过优化,以实现最小热输入下的干净切片动作。
为什么加工PTFE是一个独特的挑战
PTFE在加工过程中表现与金属甚至其他塑料截然不同。了解其核心特性对于理解为什么需要特定的刀具和技术至关重要。
它柔软且“粘稠”
PTFE是一种柔软的材料,在压力下倾向于变形或撕裂,而不是像金属那样干净地切屑。不正确的刀具会“犁过”材料,产生不良的表面光洁度和明显的毛刺。
其导热性差
材料不易散热。切削过程中的任何摩擦都会导致热量在刀刃处迅速积聚,这很容易导致PTFE熔化并粘附在刀具上。
其热膨胀显著
PTFE具有非常高的热膨胀系数。加工过程中即使温度略有升高,也可能导致零件膨胀,使其无法保持严格的尺寸公差。零件在温热时可能在规格范围内,但冷却后可能超出规格。

选择正确的切削刀具:深入探讨
理想的PTFE切削刀具旨在应对上述挑战。重点完全在于减少摩擦和切削力。
刀具材料:硬质合金和HSS
通常首选硬质合金刀尖或整体硬质合金刀具。它们的主要优势在于能够被磨削出非常锋利、持久的刀刃,这对实现干净的剪切动作至关重要。
高速钢(HSS)也是一种优秀且广泛使用的选择。与硬质合金一样,它可以被磨砺到加工PTFE所需的锋利度。
刀具几何形状的关键作用
刀具的形状和状况比其材料更重要。
极度锋利和抛光的刀刃是不可或缺的。剃刀般锋利、抛光或研磨的刀刃能以最小的力切开材料,减少摩擦和热量。钝的刀具会立即引起问题。
正前角至关重要。大而正的前角(通常在0–15度范围内)有助于有效地抬起PTFE切屑并将其引导离开工件。这大大降低了切削压力和热量产生。
未涂层的优势是一个关键的见解。虽然氮化钛(TiN)等涂层对加工硬质金属有益,但在切割柔软的PTFE时,它们可能会增加摩擦。对于此应用,简单、未涂层但高度抛光的刀具表面更优越。
掌握加工参数
只有与正确的工艺参数相匹配,正确的刀具才能发挥作用。您的目标是在热量有机会在零件中积聚之前,让刀具进出切削。
高速和中等进给
推荐高切削速度(例如,200–500米/分钟或656–1640英尺/分钟)。这使得锋利的刀刃能够在热量传递到工件之前完成干净的剪切。
将其与中等进给率(例如,0.1–0.2毫米/转)配对。这确保了材料的均匀去除,而不会在一个点上停留过久,从而产生过多的热量。
浅切削深度
使用浅切削深度(例如,0.5–1.5毫米)。进行轻微走刀可以最大限度地减少对材料的应力,防止其变形、偏离切削刀具或积聚过多热量。
冷却的重要性
使用冷却剂或润滑剂可以非常有效地管理产生的少量热量。这有助于稳定零件的温度并提高尺寸精度。
应避免的常见陷阱
即使设置正确,由于PTFE的独特性质,错误也很常见。
材料变形,而非切割
如果您看到严重的毛刺或“涂抹状”的表面光洁度,这清楚地表明您的刀具已经变钝或几何形状不正确。刀具正在将材料推开,而不是切割它。
热量积聚和熔化
可见的熔化或切屑粘附在刀具上表明摩擦过大。这通常是由于刀具钝化、涂层错误或参数不正确(例如,速度过低或进给率过高)引起的。
无法保持公差
请记住,PTFE会随温度变化而移动。对于标准PTFE,一个经验法则是公差为每英寸尺寸 +/- 0.001英寸。实现更紧密的公差需要卓越的过程控制和稳定的环境。
根据您的目标做出正确的选择
您的具体刀具和工艺选择应与您期望的结果保持一致。
- 如果您的主要重点是高精度和严格的公差:在CNC机床中使用极其锋利、未涂层的硬质合金刀具,并施加冷却剂以保持热稳定性。
- 如果您的主要重点是良好的表面光洁度和一般制造:强调使用剃刀般锋利、具有高正前角的HSS或硬质合金刀具,并确保您的切削速度高。
- 如果您遇到熔化或严重毛刺:您的第一步应始终是检查刀具是否锋利并确保其未涂层,然后验证您的速度和进给。
最终,成功的PTFE加工是一个精细的过程,它优先考虑锋利度和热量管理,而不是力量。
摘要表:
| 刀具属性 | PTFE推荐 | 重要性 |
|---|---|---|
| 材料 | 未涂层硬质合金或HSS | 提供锋利、耐用的边缘,摩擦最小。 |
| 锋利度 | 极其锋利、抛光的刀刃 | 确保干净的剪切动作而不是推挤材料。 |
| 几何形状 | 大正前角 (0–15°) | 通过有效抬起切屑来降低切削压力和热量产生。 |
| 关键参数 | 高速、中等进给、浅切削 | 管理热量积聚以保持尺寸稳定性。 |
需要精密加工的PTFE部件?
将PTFE加工到精确的规格需要专业知识和正确的工具。KINTEK专注于为半导体、医疗、实验室和工业领域定制制造高质量的PTFE组件——包括密封件、衬里和实验室用品。
我们利用我们深厚的材料知识和精确的生产能力,交付满足您最严格公差的零件,从原型到大批量订单。
让我们来处理复杂性。立即联系我们的专家,讨论您的项目要求。
图解指南
相关产品
- 用于PM2.5分析的高纯度PTFE滤膜切割器,配备陶瓷刀片,可定制实验室滤纸分割器
- 用于痕量分析和CDC实验室样品制备的带陶瓷刀片的高纯度PTFE圆形滤膜切割器
- 用于痕量分析与洁净室实验室的高纯PTFE方形膜切割分样器
- 定制PTFE刮铲与取样勺双用耐腐蚀低本底白色氟聚合物工具
- 用于痕量分析和疾控中心的高纯度PTFE方形膜切割器等分装置,洁净、不粘、无析出



















