要成功地将PTFE粘接到金属上,您必须使用专用的双组分环氧树脂粘合剂,例如Araldite AW106 / HV 953U系统。然而,粘合剂的选择只是解决方案的一部分。只有当PTFE表面经过化学蚀刻,并且在施加粘合剂之前,金属和PTFE表面都经过仔细准备时,才能实现牢固、可靠的粘接。
粘接PTFE的关键不在于粘合剂本身,而在于一个系统的过程:通过蚀刻对不粘的PTFE表面进行化学改性,然后在受控条件下使用高强度环氧树脂粘合剂。
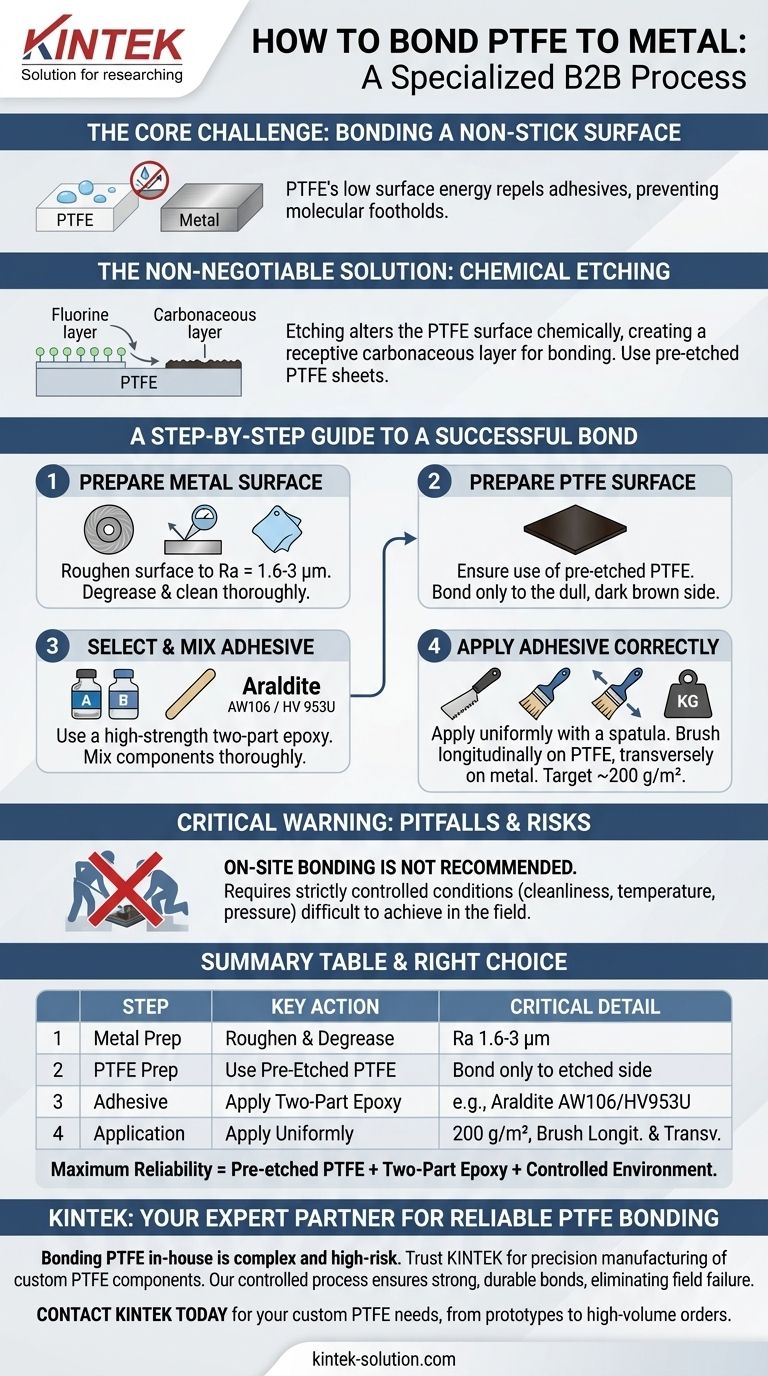
核心挑战:粘接到不粘表面
聚四氟乙烯(PTFE)被设计成具有极低的表面能,这赋予了它特有的不粘、低摩擦特性。正是这种特性使得粘合剂“润湿”表面并形成牢固的机械或化学键变得极其困难。
标准粘合剂失效的原因
大多数粘合剂在未经处理的PTFE上会失效,因为它们找不到任何分子上的附着点。粘合剂只是在表面上形成液滴,而不是铺展开来并粘附。
不可或缺的解决方案:化学蚀刻
为了克服这一点,必须对PTFE表面进行化学改性。这通过一个称为蚀刻的过程来实现。
蚀刻使用化学剂从PTFE的分子骨架上剥离氟原子,留下一个易于粘接的碳质层。为获得可靠的结果,强烈建议从制造商处采购已在单面预先蚀刻的PTFE板材。

成功粘接的分步指南
在PTFE和金属之间实现持久的粘接是一个精确的过程。每一步对最终结果都至关重要。
第1步:准备金属表面
必须准备金属基材,为粘合剂创造理想的表面。首先,通过研磨、铣削或类似的机械加工方法使表面粗糙化。
目标表面粗糙度应在Ra = 1.6 µm至Ra = 3 µm之间,且不应超过Ra = 6 µm。
机械加工后,必须用丙酮、三氯乙烯或四氯乙烯等溶剂彻底脱脂和清洁表面,以去除所有碎屑、油污和杂质。
第2步:准备PTFE表面
确保您使用的是在粘接面上已正确蚀刻的PTFE板材。该表面通常呈现为暗淡的深棕色或黑色层。这是唯一可以粘接的一面。
第3步:选择和混合粘合剂
推荐使用双组分环氧树脂粘合剂系统,因为它具有高剪切强度。Araldite AW106 树脂和Araldite HV 953U 固化剂的组合是此应用久经考验的选择。
根据制造商的说明准备粘合剂,确保组分充分混合。
第4步:正确涂覆粘合剂
使用锯齿状刮刀,将混合好的环氧树脂均匀地涂覆到准备好的金属表面和已蚀刻的PTFE表面上。
为达到最佳分散效果,应沿纵向刷涂PTFE上的粘合剂,沿横向刷涂金属上的粘合剂。目标用量约为每平方米粘接面积200克。
了解陷阱和关键警告
该过程需要的不仅仅是正确的材料;它需要一个受控的环境才能成功。
现场粘接的高风险
不建议在现场(“现场粘接”)将PTFE粘接到金属上。
此过程对环境因素高度敏感。要实现可靠的粘接,需要在清洁度、温度和压力方面严格控制的条件,这些条件在车间环境之外很难复制。
剪切强度和粘接完整性
如果操作正确,环氧树脂形成的粘接将极其牢固。环氧树脂的剪切值实际上高于PTFE材料本身的剪切值,确保粘合接头不是组件中最薄弱的环节。
根据您的目标做出正确的选择
您的方法应由项目要求的可靠性和性能水平决定。
- 如果您的主要关注点是最大的可靠性和粘接强度: 您必须在受控的、洁净的车间环境中使用预蚀刻的PTFE和双组分环氧树脂粘合剂。
- 如果您的主要关注点是快速的现场修复: 请注意,在现场尝试粘接PTFE的风险极高,如果没有专业的准备和固化设备,很可能会失败。
最终,成功的PTFE到金属粘接是一个精确且有纪律的系统的结果,而不仅仅是单一产品。
摘要表:
| 步骤 | 关键操作 | 关键细节 |
|---|---|---|
| 1. 金属准备 | 粗糙化和脱脂 | 实现表面粗糙度 (Ra) 为 1.6-3 µm |
| 2. PTFE准备 | 使用预蚀刻PTFE | 仅粘接至暗淡、深棕色的蚀刻面 |
| 3. 粘合剂 | 涂覆双组分环氧树脂 | 使用如Araldite AW 106 / HV 953 U之类的系统 |
| 4. 涂覆 | 均匀涂覆 | 目标用量 200 g/m²,PTFE上纵向刷涂,金属上横向刷涂 |
需要可靠的PTFE到金属组件吗?
在内部粘接PTFE是一个复杂的高风险过程。为获得最大的可靠性和性能,请相信KINTEK的专家。
我们专注于为半导体、医疗、实验室和工业部门提供PTFE组件(包括密封件、衬里和实验室用品)的精密制造和定制加工。我们受控的制造过程确保每一次粘接都牢固耐用,消除了现场失效的风险。
让我们为您处理复杂的粘接工作。立即联系KINTEK,讨论您从原型到大批量订单的定制PTFE组件需求。
图解指南
相关产品
- 适用于工业和高科技应用的定制PTFE密封带
- 耐高温 PTFE 白色螺纹堵头 定制 T 型密封孔塞 防水防尘 化学惰性 实验室紧固件
- 用于工业电气应用的高端定制 PTFE 绝缘垫片及耐腐蚀氟聚合物密封件
- 定制聚四氟乙烯密封盖与耐腐蚀低本底特氟龙适配器
- 可定制耐高温抗静电PTFE绝缘垫片 阻燃防腐蚀工业密封件



















