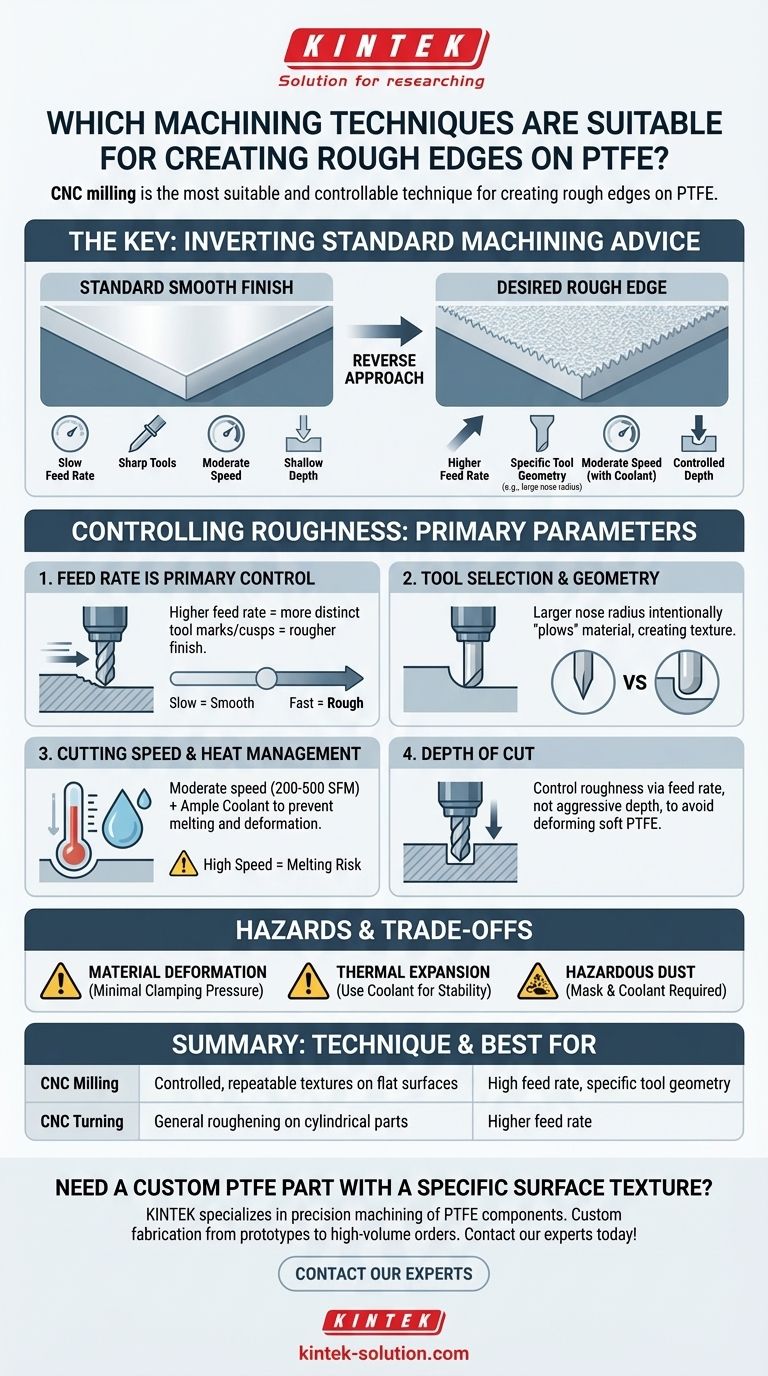
简而言之,CNC铣削是制造PTFE粗糙边缘最合适且可控的技术。 虽然也可以使用车削等其他方法,但铣削在通过精确控制刀具和切削参数来生成特定且可重复的表面纹理方面具有卓越的灵活性。
实现PTFE粗糙表面的关键不在于选择独特的加工工艺,而在于有意地调整标准的加工参数——如进给速度和刀具选择——使其与通常追求光滑表面的目标背道而驰。
为什么必须颠覆标准的加工建议
聚四氟乙烯(PTFE)是一种独特的柔软且对热敏感的聚合物。大多数加工指南都侧重于克服这些特性以实现光滑的表面和严格的公差。
要制造粗糙的边缘,您必须通过修改标准方法来故意利用这些特性。这需要仔细的平衡,因为激进的技术很容易导致材料变形、熔化或尺寸精度不佳。
CNC铣削的作用
CNC铣削使用旋转的多点切削刀具从静止的工件上去除材料。这种方法非常适合制造纹理,因为您可以精确控制刀具在表面上的路径。它可以让您创建从均匀的粗糙表面到复杂的、有图案的纹理的任何效果。
CNC车削的作用
CNC车削主要用于圆柱形零件。单点刀具沿着旋转的工件移动。虽然它可以用来制造粗糙的表面(通常表现为细小的凹槽),但在为扁平边缘生成复杂或不均匀的纹理方面,其通用性不如铣削。

控制粗糙度:关键的加工参数
实现特定的粗糙度取决于切削刀具与材料的相互作用方式。以下参数是您的主要控制杠杆。
H3: 进给速度是您的主要控制
进给速度——工件相对于切削刀具移动的速度——对表面粗糙度有最直接的影响。
为了获得光滑的表面,操作员会使用慢速进给。要实现更粗糙的表面,您应该使用更高的进给速度。这会导致刀具在每次走刀时在材料表面留下更明显的痕迹或“尖点”。
H3: 刀具选择和几何形状很重要
标准建议要求使用极其锋利的刀具,通常由高速钢(HSS)或硬质合金制成,以干净地剪切材料。
为了增加粗糙度,可以考虑使用具有特定几何形状的刀具,例如更大的圆角半径。这可以有意地在材料上“犁削”一小部分,从而产生比锋利、尖锐的刀具更具纹理的表面。
H3: 切削速度和热量管理
PTFE具有很高的热膨胀系数,并且散热性差。虽然高切削速度可能有助于产生更粗糙的表面,但它们也会带来熔化材料的风险。
关键是在适中的速度范围(每分钟200到500英尺)内操作,并使用充足的冷却剂来控制温度。这可以防止表面熔化,并确保粗糙度是由于机械切削而不是热损伤造成的。
H3: 切削深度
对于光滑的表面,建议采用较浅的切削深度。虽然较深的切削会引起更大的刀具压力和振动,可能增加粗糙度,但它也会大大增加使柔软的PTFE变形的风险。通常最好通过进给速度而不是激进的切削深度来控制粗糙度。
了解权衡和危险
加工PTFE带来了独特的挑战,必须加以管理,尤其是在偏离标准程序时。
H3: 材料变形
PTFE很软,容易被压缩。最小的夹紧压力至关重要。在虎钳中过度拧紧工件会导致其变形,从而在零件释放后尺寸不准确。
H3: 热膨胀
由于PTFE会随热量显著膨胀,加工过程中任何温度升高都会导致零件膨胀。这使得实现严格的公差变得困难。使用冷却剂不仅仅是为了表面光洁度;它对于尺寸稳定性也至关重要。
H3: 有害粉尘
加工PTFE会产生细小的颗粒粉尘。吸入这些粉尘可能有害。务必佩戴口罩或确保在持续的冷却剂流下进行工作以抑制粉尘产生。
为您的目标做出正确的选择
您采取的方法应由您需要的粗糙度类型和您的应用要求的精度决定。
- 如果您的主要重点是受控的、可重复的纹理: 使用CNC铣削,并优先考虑调整进给速度,同时使用特定的刀具几何形状和充足的冷却剂。
- 如果您的主要重点是提高粘合性的总体表面粗化: 更快的车削或铣削操作配合更高的进给速度可能就足够了,但务必监测热量积聚。
- 如果您的主要重点是安全性和准确性: 务必使用冷却剂来控制热膨胀和抑制有害粉尘,并施加最小的夹紧压力以防止变形。
最终,在PTFE上实现合适的粗糙表面是一个平衡这些参数的深思熟虑的过程,以获得您需要的纹理而又不损害零件的完整性。
摘要表:
| 技术 | 最适合 | 粗糙度的关键参数 |
|---|---|---|
| CNC铣削 | 平面上的可控、可重复的纹理 | 高进给速度,特定刀具几何形状 |
| CNC车削 | 圆柱形零件的总体粗化 | 较高的进给速度 |
需要具有特定表面纹理的定制PTFE零件?
在KINTEK,我们专注于PTFE部件(如密封件、衬里和实验室用品)的精密加工。我们在平衡进给速度和刀具选择等参数方面的专业知识使我们能够为您在半导体、医疗、实验室和工业领域的应用创造所需的精确粗糙表面,同时确保尺寸准确性和材料完整性。
我们提供从原型到大批量订单的定制制造。立即联系我们的专家讨论您的项目并获取报价!
图解指南
相关产品
- 定制聚四氟乙烯实验室仪器 耐腐蚀低本底反应池 精密CNC加工
- 定制 PTFE 球磨罐 50ml 耐腐蚀 低背景 实验室研磨容器
- 定制加工聚四氟乙烯锥形样品池 耐腐浊痕量分析含氟聚合物三角容器
- 用于痕量分析和CDC实验室样品制备的带陶瓷刀片的高纯度PTFE圆形滤膜切割器
- 可定制的聚四氟乙烯刮刀和铲刀,满足苛刻的应用要求



















