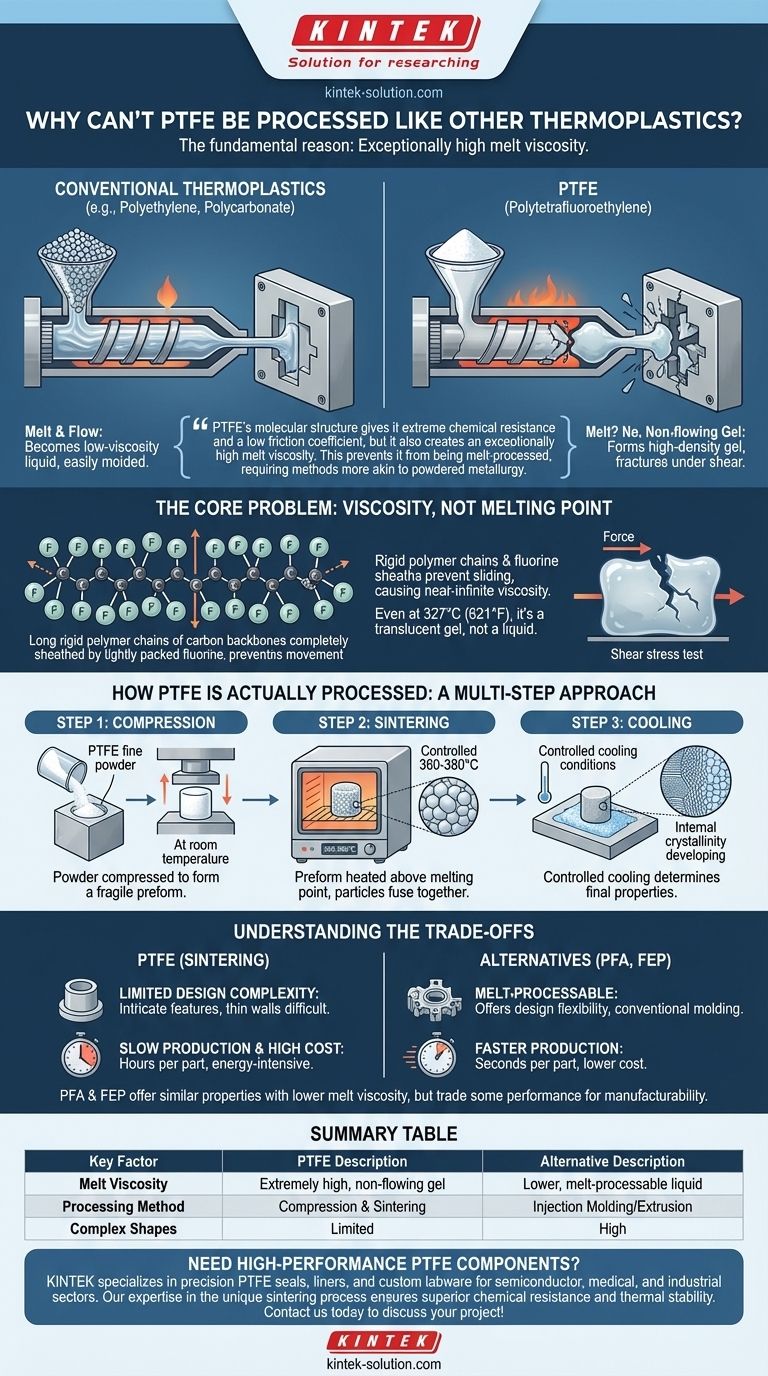
PTFE不能像其他热塑性塑料一样加工的根本原因在于其异常高的熔体粘度。即使加热到远高于其熔点,它也不会像液体一样流动。相反,它会形成一种柔软、不流动的凝胶,在传统的注塑或挤出剪切应力下会断裂。
PTFE的分子结构赋予其极强的耐化学性和低摩擦系数,但同时也导致了极高的熔体粘度。这使得它无法进行熔融加工,需要采用更类似于粉末冶金而非传统塑料加工的方法。
核心问题:粘度,而非熔点
一个误导性的“熔点”
PTFE确实有一个真正的熔点,大约在327°C (621°F)。然而,这种转变具有欺骗性。
与聚乙烯或聚碳酸酯等聚合物不同,PTFE不会变成低粘度液体,而是转变为一种半透明、高密度的凝胶。这种凝胶几乎没有流动特性。
高粘度的分子原因
这种行为的根源在于PTFE的分子结构。它由非常长、刚性的聚合物链组成,这些链以碳骨架为中心,完全被氟原子包裹。
这些坚固、紧密堆积的氟鞘层阻止了聚合物链即使在施加热能时也难以相互滑动。材料会软化,但链条仍然缠结在一起,导致接近无限的粘度。
剪切应力的挑战
注塑和挤出依赖于在高压下将熔融塑料通过小浇口和喷嘴。这个过程会产生巨大的剪切应力。
当这种力施加到PTFE凝胶上时,缠结的分子链不会解开并流动。相反,材料会撕裂和断裂,导致产生无用、有缺陷的部件。

PTFE的实际加工方式
由于熔融加工是不可能的,PTFE需要一种完全不同的、多步骤的方法,以避免强制材料流动。
步骤1:压缩
该过程始于细粉状的PTFE树脂。将这种粉末倒入模具中,并在室温下高压压缩,形成一个固体但仍然脆弱的物体,称为“预成型件”。
步骤2:烧结
将预成型件小心地从模具中取出,并在受控烤箱中加热至其熔点以上(通常在360-380°C之间)。
在此烧结阶段,单个粉末颗粒融合在一起,形成一个坚固、致密且均匀的整体。整体形状不会流动或改变。
步骤3:冷却
最后,烧结后的部件在严格控制的条件下冷却。冷却速度至关重要,因为它影响材料的结晶度,进而影响其最终的物理性能,如硬度、柔韧性和尺寸稳定性。
了解权衡
设计和复杂性限制
这种压缩和烧结工艺严重限制了PTFE零件的几何复杂性。与注塑成型不同,复杂的特征、尖锐的内角和非常薄的壁难以或不可能实现。
生产速度和成本
烧结是一种缓慢、耗能的批处理过程。制造单个零件的循环时间可能长达数小时,而注塑成型只需几秒钟。这使得PTFE零件的生产成本显著更高。
替代品的兴起
为了解决这些限制,化学家开发了可熔融加工的氟聚合物,如PFA(全氟烷氧基)和FEP(氟化乙烯丙烯)。这些材料的性能与PTFE非常相似,但熔体粘度较低,因此可以使用传统的注塑和挤出方法进行加工。
为您的应用做出正确选择
选择正确的氟聚合物需要在性能需求和制造限制之间取得平衡。
- 如果您的主要关注点是最高温度稳定性和化学惰性: 通过烧结加工的纯PTFE仍然是卓越的选择,但您必须在设计零件时考虑制造方法的限制。
- 如果您的主要关注点是以更高的产量生产复杂形状: 您应该考虑熔融加工替代品,如PFA或FEP,它们以牺牲少量性能为代价,换取了大大优越的可制造性。
了解PTFE的加工方式更像陶瓷而非典型塑料,是有效利用其独特性能的关键。
总结表:
| 关键因素 | 描述 |
|---|---|
| 熔体粘度 | 极高;即使高于熔点也形成不流动的凝胶 |
| 分子结构 | 刚性链条,氟鞘层阻止链条滑动 |
| 剪切应力响应 | 在压力下断裂而非流动 |
| 加工方法 | 压缩成型后烧结(非注塑成型) |
| 替代材料 | PFA和FEP提供相似性能且可熔融加工 |
需要高性能PTFE组件? KINTEK专注于为半导体、医疗和工业领域制造精密PTFE密封件、衬里和定制实验室器皿。我们在PTFE所需的独特烧结工艺方面的专业知识确保您获得具有卓越耐化学性和热稳定性的部件。无论您需要原型还是大批量生产,我们都能提供根据您的确切规格量身定制的解决方案。立即联系我们,讨论您的项目并受益于我们专业的制造能力!
图解指南
相关产品
- 定制 PTFE 过滤系统 耐酸 高纯度 半导体级 化工处理过滤器
- 高耐腐蚀 PTFE 龙头 聚四氟乙烯阀门 适用于化学品储存桶和流体输送系统 可定制工业级
- PTFE PFA 耐腐蚀可定制防碎实验室真空过滤系统
- 带PFA阀门连接和集成筛板的PTFE耐腐蚀过滤器
- 耐高温耐化学腐蚀 50ml PTFE 注射器 带螺纹密封的定制特氟龙进样器,用于痕量分析



















